



Für eine individualisierte, aber dennoch automatisierte Fertigung braucht es Strukturen, die eine hohe Flexibilität bei den Abläufen ermöglicht. Das Unternehmen Prolynk mit Sitz im französischen Avrilleé (Maine-et-Loire) hat deshalb eine adaptive Maschinenplattform entwickelt, in der Bearbeitungsmaschinen und Montagestationen variabel konfiguriert und die Fertigungsstraßen beliebig verändert bzw. an wechselnde Bedingungen angepasst werden können. In einer Produktion, die mit der Prolynk-Technik ausgestattet ist, absolvieren die Komponenten und Bauteile nicht mehr eine festgelegte Strecke, stattdessen werden sie „per Taxi“ also mit einem fahrerlosen Transportsystem (FTS, engl. AGV) durch den Produktionsprozess gefahren. „Das zu bearbeitende Teil wird damit zielsicher zu allen benötigten Stationen transportiert“, erklärt Antonio Sanchez, Chief Commercial Officer von Prolynk. „Die Bearbeitung ist manuell oder durch Roboter dann ganz individuell möglich und der Ablauf trotzdem automatisiert.“
Die AGV gibt es in zwei Größen mit einer Grundfläche von 325 x 230 mm und 450 x 350 mm; die maximale Beladung beträgt je nach Modell zwischen 5 und 35 kg. Tischförmige Module bilden die physische Grundlage der Fahrzeuge. Sie werden aus standardisierten Platten zusammengesetzt und können in Größe und Form beliebig gestaltet werden. Als Bewegungsfläche dienen einfache Metallplatten. Diese können an bestimmten Stellen mit Fixiereinheiten ausgestattet sein. Bei Fertigungsschritten, die eine hohe Präzision erfordern oder bei denen eine größere Krafteinwirkung ausgeglichen werden muss, halten sie dann Fahrzeug und Komponente in Position. Das Plattenelement kann, ebenso wie das AGV, eine mittige Aussparung haben, sodass eine Bearbeitung auch von unten möglich ist.
Freie Wahl bei der Reihenfolge
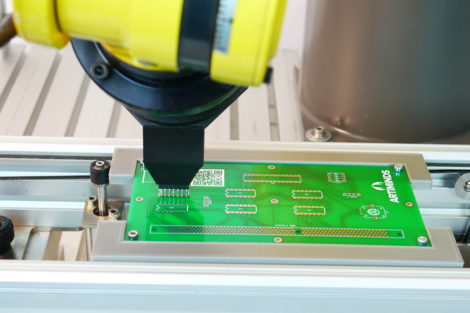
Über der mittigen Aussparung ist während des Transports die zu bearbeitende Komponente befestigt. Dort werden dann manuell oder maschinell zum Beispiel Teile angelötet, Schrauben befestigt, Lasermarkierungen aufgebracht oder Prüfroutinen durchgeführt. Gibt es ein Qualitätsproblem, kann das Fahrzeug gezielt zur Fehlerbehebung geschickt werden. Sanchez ergänzt: „Die zentrale Steuerung kennt jedes AGV und seine Ladung. Sie weiß, welche Bearbeitungsschritte an einem bestimmten Teil und in welcher Reihenfolge ausgeführt werden müssen. Während sie über WLAN mit dem Prolynk-System kommuniziert, behält die SPS immer die vollständige Kontrolle über die Prozesse.“
Wenn die Bearbeitungsschritte nicht in einer bestimmten Reihenfolge benötigt werden, entsteht ein zusätzlicher Effizienzgewinn: In diesem Fall fährt das AGV zu einer Station, die gerade frei ist. Wartezeiten entfallen, die Auslastung steigt. Ein weiterer Vorteil kann die Entlastung der Mitarbeiter sein. Ständiges Anheben und Absetzen, also Bewegungen mit besonders gesundheitsgefährdendem Potenzial, sind nicht mehr notwendig.
Treibende Kraft der Teile-Taxis
Jedes AGV wird von zwei Rädern angetrieben, die jeweils längsseitig in der Mitte platziert sind. Passive Rollen stützen die Ecken des Fahrzeugs. Wenn sich die Antriebsräder gegenläufig bewegen, dreht das Fahrzeug auf der Stelle, in der Regel im 90-Grad-Winkel. So kann es mit einer Vierteldrehung zu einer Station abbiegen oder mit zwei Drehbewegungen zwischen virtuellen „Fahrbahnen“ auf dem Metallplatten-Tisch hin und her wechseln. Das AGV hält dabei auch ohne Markierungen die Spur. Wo es vor- oder rückwärts fahren und zu welcher Station es abbiegen soll, gibt die zentrale Steuerung vor. Sie entscheidet auch, welches Gefährt bei kreuzenden Bahnen die Vorfahrt bekommt. Die Teile-Taxis müssen dazu nur ihre genaue Position rückmelden.
Bei dieser Verkehrsregelung spielt Antriebstechnik von Faulhaber eine wichtige Rolle: Antreibende Kraft der Räder sind bürstenlose DC-Servomotoren der Serie BX4, die Motorkraft wird über Planetengetriebe und Antriebsriemen auf die Räder übertragen. Für die präzise Positionserfassung sind direkt an den Servomotoren Encoder der Serie IE3–1024 angebracht. Die Ansteuerung der Servomotoren und Kommunikation mit Steuerung übernimmt der Motion Controller vom Typ MC 5004 P. Mithilfe seiner Daten berechnet die Steuerung dann Wege und Positionen der AGV und gibt die entsprechenden Fahrbefehle vor.
Überblick: Hersteller von fahrerlosen Transportsystemen und mobilen Robotern
„Wenn sich ein Unternehmen für unsere Transferlösung entscheidet, werden die kleinen Fahrzeuge zum Kernstück des Produktionsprozesses. Sie müssen also unbedingt zuverlässig, über lange Zeit und mit minimalem Wartungsbedarf funktionieren, und das bei niedrigen Betriebskosten“, erläutert Sanchez die Prioritäten für die Auswahl der AGV-Komponenten. „Bei der Antriebseinheit stand für uns deshalb die Produktqualität an erster Stelle. Faulhaber kann uns aber nicht nur die geforderte Qualität gewährleisten, sondern die Motoren bieten noch weitere Vorteile, die für unsere Anwendung unverzichtbar sind. In dem Fahrzeug ist nur sehr wenig Platz, es braucht dennoch viel Motorkraft, um auch schwere Teile mit der geforderten Geschwindigkeit zu bewegen. Beim Verhältnis zwischen Volumen und Drehmoment hält die Serie BX4 auf dem Weltmarkt eine Spitzenstellung.“ Die bürstenlosen DC-Servomotoren in 4-Pol-Technologie liefern bei geringem Bauvolumen ungewöhnlich hohe Drehmomente bei niedrigem Geräuschpegel, so der Hersteller. Der dynamisch gewuchtete Rotor sorgt für einen ruhigen, rastmomentfreien Lauf.
Die Prolynk-Technologie bietet Anwendern diverse Optionen bei der Gestaltung ihrer Produktionsprozesse. Sie können mit einer kleinen Plattform aus wenigen Platten und einem Mini-AGV anfangen. Das System lässt sich erweitern und flexibel an die benötigten Maschinen anpassen. Die Produktionskapazität kann so unmittelbar der Auftragslage folgen.
Die Autoren: Dipl.-Ing. Andreas Seegen, Leiter Marketing bei Faulhaber, und Ellen-Christine Reiff, Redaktionsbüro Stutensee
Mehr zum Thema Robotik







{kind=link}