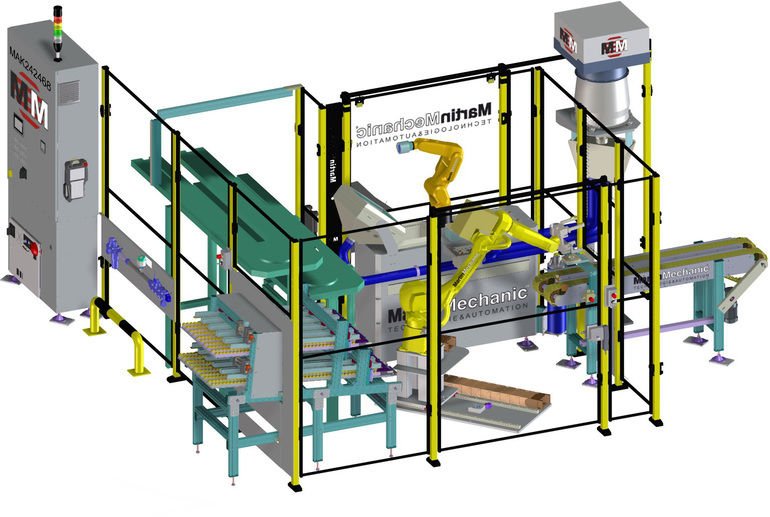
Bei der Automationsanlage haben die Entwickler besonders auf eine optimale Zugänglichkeit geachtet, damit der Werker alle Arbeitszellen jederzeit bei Bedarf auch manuell bestücken kann. Für das automatiierte Handling der Rohteile wurde daher ein Sechs-Achs-Roboter Fanuc M10iD auf eine Führungsschiene gesetzt. So kann er jederzeit zur Seite geschoben werden. Der Fanuc-Roboter mit 10 kg Tragkraft verfügt über ein hohles Handgelenk für Luft-, Signal- und Elektroleitungen und ist mit einem Doppelgreifer bestückt, mit dem er sowohl die Rohteile als auch die gefrästen Fertigteile handhabt. Für letzteres nutzt er schonende Greiferfinger aus Kunststoffbacken.
Die Sägezuschnitte aus Werkzeugstahl legt der Werker zunächst auf in den Rohteilespeicher der Automationszelle ein. Dieser verfügt über eine Kapazität von insgesamt 80 Teilen. Über die Schwerkraftrollenbahn laufen die Rohlinge auf mehreren Spuren in die Vereinzelung, damit der Roboter sie auf der oberen Ebene des Transfersystems in eine Werkstückpalette einlegen kann. Die Paletten wandern dann zu einer von drei Fräszentren, wo die Rohteile bearbeitet werden.
Reinigen nach dem Fräsen
Jedes Fräszentrum verfügt über einen Roboter gleichen Typs, der das Fertigteil nach Bearbeitung auf der unteren Ebene des Transfersystems ablegt. Von dort geht es zurück in die verbindende Automationszelle, die von einer Siemens S7 1500F gesteuert wird.
Nach dem Fräsen durchlaufen die Fertigteile noch die Reinigungsstation. Hierzu entnimmt der erste Fanuc-Roboter die Fertigteile vom Transferband, um sie jeweils für den Teiletausch auf der Übergabestation abzulegen. Ein weiterer, kleiner Roboter vom Typ Fanuc LRMate200iD taucht das Fertigteil in ein Reinigungsbecken, um es während des Waschvorgangs zyklisch zu bewegen. Danach hält der Roboter das Fertigteil in ein Blasluftbecken mit Auffangtrichter. In der Beölstation wird als Korrosionsschutz ein dünner Ölfilm von allen Seiten aufgesprüht. Schließlich führt der Roboter erneut einen Teiletausch in derÜbergabestation aus und übergibt das Fertigteil dem nachgelagerten Montageprozess. Hierzu legt er es auf einem Pufferband ab, auf dem bei Bedarf bis zu 30 Teile auf ihre Weiterverarbeitung warten können.
Martin Mechanic Friedrich Martin GmbH & Co KG
Heinrich-Hertz-Straße 2
72202 Nagold









{kind=link}