Die Sondermaschinen von Heitec Auerbach zeigen, wie sich hochmoderne Sicherheitsschlüssel-Bearbeitungsanlagen und dazugehörige Montageanlagen für Zylinderschlösser an individuelle Produktionsbedingungen anpassen lassen, ohne dass die wirtschaftlichen Vorteile der Massenproduktion eingebüßt werden. Voraussetzung dafür sind individuelle NC-Programme und eine kontinuierliche Bearbeitung ohne Umrüsten.
Ein automatischer Werkzeug- und Spanvorrichtungswechsel gewährleistet eine Produktion ohne Bedieneingriff. Kunden sind alle namhaften Schlüsselhersteller im deutschsprachigen Raum wie Abus, Ankerslot, Assa Abloy, CES, Iseo, Kaba, Wilka.
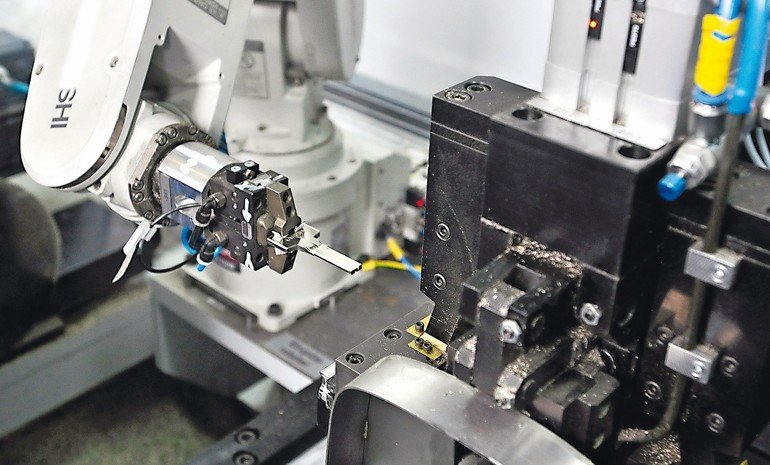
Das universelle Bearbeitungszentrum übernimmt die vollautomatische Fertigung von Sicherheitsschlüsseln vom Stanzteil über den Rohling bis zum auslieferbaren Fertigprodukt. Die Grundlage für die individuelle Fertigung bilden die einzelnen Bearbeitungsstationen innerhalb des Bearbeitungszentrums. Hier werden die Merkmale mittels Fräsen, Bohren oder Gravieren eingebracht.
Millionen verschiedener Varianten produzieren
Allein durch die Anordnung und Kombination verschiedener Variantenprofile, ergeben sich unzählige Möglichkeiten einen Schlüssel zu individualisieren. Oft haben Hersteller zusätzliche Technologien, um weitere Sicherheitsmerkmale einzubringen und die Schlösser so sicherer zu machen. Zusammen mit den Tausenden von Möglichkeiten für Einschnitte und Bohrmulden entstehen Schlüssel und Zylinderschlösser in mehreren Millionen verschiedenen Varianten.
Die Bearbeitungsschritte wie Fräsen, Bohren, Bürsten, Markieren, Prägen, Prüfen und Anringen finden innerhalb der Module in den Bearbeitungsanlagen statt. Ein automatischer Wechsel der Werkzeug- und Spannvorrichtung ermöglicht die hohe Variantenvielfalt und gestattet eine Fertigung ohne Bedienereingriff nachts oder an Wochenenden.
Die Ansteuerung der Maschinen erfolgt über eine NC-Steuerung, die für jedes Grundmuster ein eigenes NC-Programm hat. Die Variantenvielfalt wird über Parametrierung eingestellt. Sollen beispielsweise sechs Kerben gefräst werden, so parametriert man die maximale Anzahl der Kerben und deren individuelle Tiefe. Diese Parametrisierung übersetzt das NC-Programm in die Steuerung für den Fräser. Für jeden einzelnen Schlüssel entsteht so ein separates NC-Programm.
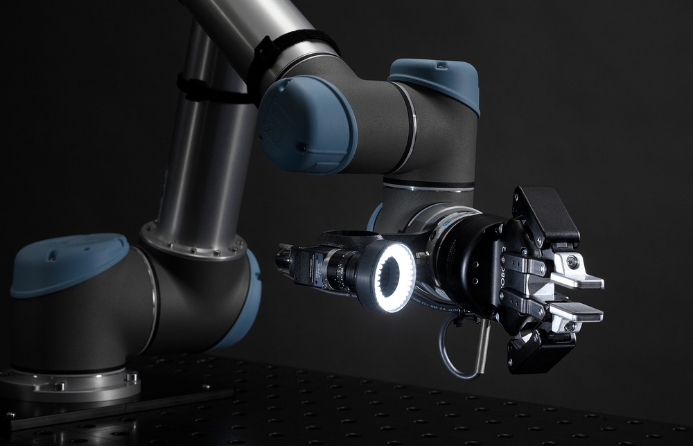
Nach der Fertigmeldung holt der Auftragsmanager die nächsten Parameter, generiert aus dem Grundprogramm ein neues NC-Programm und schickt dieses modifizierte dann an die entsprechende Bearbeitungsstation. Am Ende der Fertigungsstraße wird der Schlüssel anhand verschiedener Merkmale mit Bildverarbeitung erkannt und mit einem Laserinterferometer auf das Vorhandensein eingebrachter Merkmale geprüft. Erkennt das System Fehler am Schlüssel, wird er ausgeschleust.
Räumautomaten fertigen passende Schlösser
Alle Schlüssel werden sortiert nach Fertigungsaufträgen in einem Magazin abgelegt. Gleichzeitig besteht noch die Möglichkeit, automatisch bis zu fünf Schlüssel auf einem Ring aufzubringen und auf einer Stange auszugeben. Jedes Los wird durch Trennschlüssel markiert. Handaufträge können vom Bedienen direkt an der Maschine eingegeben werden.
Die zu den Schlüsseln passenden Zylinderschlösser werden auf vollautomatischen Räumautomaten gefertigt. Diese produzieren in einem spanenden Verfahren das exakte Gegenstück zum profilierten Schlüssel. Sämtliche Räumwerkzeuge sind bei diesen Automaten auf bis zu 21 senkrechten, parallelen NC-Achsen aufgespannt, jede Achse trägt bis zu 30 Messer. Dies erlaubt es, in kürzester Zeit jedes beliebige Profil zusammenzustellen, ohne dass umgerüstet werden muss.
Vollautomatisierte Montageautomaten komplettieren im Anschluss den Schließzylinder. Dazu werden alle notwendigen Stifte, Federn und zum Teil noch andere Bauteile in den Zylinder eingebracht. Durch die Modulbauweise sind die Anlagen jederzeit erweiterbar. Die Module werden über ein Transfersystem verbunden.
Das Ergebnis ist eine Fertigungslinie im Sinne von Industrie 4.0. Heitec verwendet für die Ansteuerung der Automaten entweder die NC-Steuerung Sinumerik 840d Solutions Line oder eine IPC-Lösung von Beckhoff. Als Bussysteme fungieren Ethercat bzw. Profinet und als Entwicklungstool Twincat bzw. das TIA-Portal.
Heitec Auerbach GmbH & Co. KG
Mehr zum Thema Industrie 4.0








{kind=link}