Klimafilter in der Automobilindustrie bestehen meist aus einem gefalteten Filtermedium und einem Rahmen, der den Filter im Luftkasten fixiert und abdichtet. Zu den Herstellern gehört die japanische Sanden, die Kunden in Europa mit einer Fertigung in Polkowice in Polen beliefet. Hier stehen Montagelinien für Heizungs-, Lüftungs- und Klimaanlagen für Lkw, etwa von Scania und DAF.
Um bei der Herstellung Dichtungsmasse zwischen Filtermedium und Rahmen aufzutragen, setzte das Werk in Polkowice bisher auf Handpistolen. Der Nachteil dieser Methode: eine unzureichende Schnelligkeit sowie eine nicht konstante Auftragsqualität. Ziel war es, diesen Fertigungsschritt zu automatisieren. Daher hat Sanden die Demero Automations Systems beauftragt, ein Speziaist für Roboter- und Mehrachslösungen zum Messen, Palettieren, Drucken, Löten, Sortieren und Dosieren.
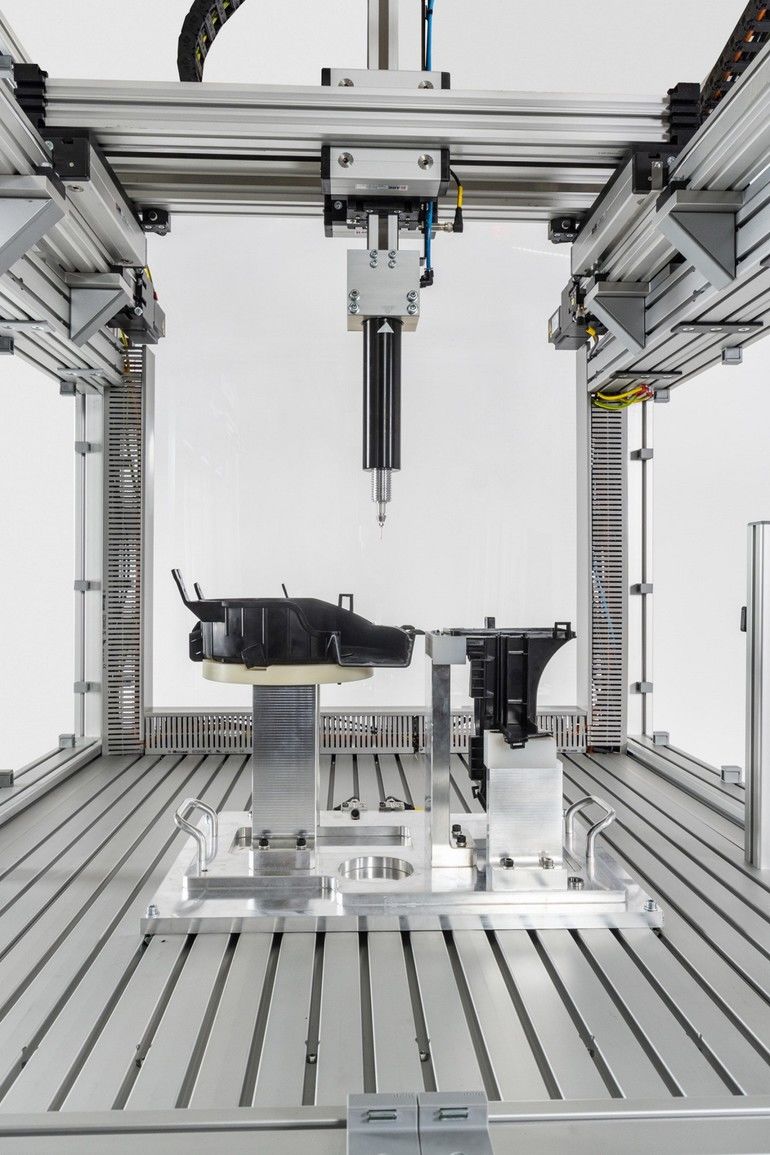
„Konkret soll unsere Anlage zwei unterschiedlich geformte Filterteile eigenständig erkennen, die Dichtungsmasse dosiert auftragen und zwischen den beiden verschiedenen Kurvenprofilen automatisch umschalten können“, beschreibt Darius Nosiadek, Geschäftsführer bei Demero, die Anforderungen. „Der Themenkreis Steuerung und Antriebstechnik steht dabei im Fokus.“ Dafür setzt Demero auf Automatisierungslösungen von Stöber Antriebstechnik ein.
Demero entwickelte ein CNC-System mit drei Achsen in Gantry-Bauweise. Der Arbeitsraum beträgt 500 mal 500 mal 200 mm, die Positioniergenauigkeit liegt bei ± 0,01 mm und die maximale lineare Geschwindigkeit bei 250 mm/s.
Steuerung und Antriebe im Fokus
Für das Gantry verwendete Demero Synchron-Servomotoren des Typs EZ, die mechanisch mit der Spindel der Linearachse verbunden sind. „Die hohe Auflösung der Motorencoder sowie die schnelle Datenübertragung mittels EtherCAT sorgen für eine sehr hohe Positionier- und Wiederholgenauigkeit im System“, sagt Daniel Lohse, Director Business Development EMEA bei Stöber. Für eine einfache und schnelle Montage ist im Motor ein Absolutwertencoder integriert. Der Servomotor ist mit einem SI6 Antriebsregler kombiniert.
Die taktsynchrone Steuerung des Gantry via EtherCAT übernimmt der Motion Controller MC6. Durch die Verwendung der Entwicklungsumgebung Automation Control Suite AS6 sind offene Motion-Control-Konzepte möglich. Der MC6 ist damit in der Lage, auch die Maschinensprache G-Code auszuführen. Mit dem MC6 lässt sich die Kurvenform flexibel an die Formen der Filterteile anpassen. Die Steuerung schaltet selbstständig hin und her.
Das neue Drei-Achs-System ist bei der Sanden Manufacturing Poland nun rund um die Uhr an sieben Tagen in der Woche im Einsatz. Das Werk konnte damit seine Filter-Fertigung um bis zu 30 Prozent steigern. Und weil Stöber alles aus einer Hand geliefert hat, lässt sich der Kreis der Ansprechpartner hinsichtlich Problemstellungen möglichst klein halten.
Stöber Antriebstechnik GmbH + Co. KG
Kieselbronner Str. 12
75177 Pforzheim









{kind=link}