




Seit über 40 Jahren bietet Steinbach Errani maßgeschneiderte Komplettlösungen für die Endverpackung und Palettierung aus einer Hand, darunter Etikettiermaschinen sowie Folienverpackungsmaschinen, Palettieranlagen, Deckelungssysteme und Kartonverpackungsmaschinen. Zunehmend entwickelt der Maschinenbauer auch maßgeschneiderte Sonderanlagen, insbesondere für die Versand- und Logistikbranche. Für die Versandhausgruppe Klingel beispielsweise wird in Langenfeld bei Düsseldorf ein Deckelaufleger mit Kartonminimierung gefertigt.
„Gerade bei sehr komplexen Anlagen benötigen wir Antriebshersteller, die innovative Technik und einen guten technischen Support haben“, erläutert Wolfgang Pfeiffer, geschäftsführender Gesellschafter bei Steinbach Errani. Gute Erfahrungen macht der Verpackungsmaschinen-Spezialist hier seit rund 30 Jahren mit Antrieben von SEW-Eurodrive: „Bei SEW haben wir feste Ansprechpartner, die technisch versiert sind. Auch die räumliche Nähe zum Drive Technology Center hier in Langenfeld ist da von großem Vorteil.“
Modularer Baukasten
Elf Antriebsachsen müssen beim neuen Deckelaufleger mit Kartonminimierung von Steinbach Errani präzise synchronisiert werden. Eines der wichtigsten Bestandteile der Maschinen ist daher das Antriebs- und Steuerungskonzept, das auf dem modularen Automatisierungsbaukasten Movi-C von SEW-Eurodrive basiert. Als Master sorgt dabei der Motion-Controller für eine direkte Kommunikation zwischen den Achsen und ermöglicht so deren hochperformante Taktung.
Die Anlage wird für die Klingel-Gruppe nicht nur die mit Kundenbestellungen befüllten Faltkartons mit Deckeln verschließen, sondern auch das Volumen reduzieren und die Nutzung der Deckel als Marketinginstrument ermöglichen. Die Anlage verschließt Faltkartons mit einem separaten Deckel und minimiert dabei gleichzeitig das Volumen des Kartons.
„Das Versenden von Luft gilt heute nicht nur als image- und umweltschädigend, es kostet den Versender zudem auch bares Geld, da die Kurier-, Express- und Paketdienste das Porto zunehmend auch nach dem Volumen der Packstücke berechnen“, erklärt Wolfgang Pfeiffer.
Der Prozess im Detail
Der Prozess beginnt mit dem Einlaufen der offenen Kartons in die Anlage. Sie werden zunächst exakt positioniert, so dass ein Multifunktionskopf servomotorisch gesteuert in den Karton einfahren kann. Das geschieht über eine 24-Ampere-Achse, die den bis zu 250 Kilogramm schweren Kopf hochdynamisch auf und ab bewegen kann.
Das System ermittelt zunächst die Füllhöhe der Ware. Über eine Programmlogik wird dann entschieden, ob eine Höhenreduzierung sinnvoll ist. Wenn ja, werden die Ecken des Kartons mit Messern eingeschnitten und gleichzeitig eine Kartonrillung bzw. Perforierung horizontal an den Kartonwänden eingebracht. Das bedeutet, dass die Kartons nicht über vorgefertigte Perforationen für verschiedene Höhen verfügen müssen – so bleiben sie stabil und können beispielsweise auch weiterhin gestapelt werden.
Die neu erzeugten Kartonlaschen werden in der nächsten Station eingeschlagen und an den Ecken mit Heißleim verklebt. Beim nachfolgenden Transport in die Deckelstation werden die Kartons im Durchlauf an den Längsseiten beleimt. Da die Beleimung des Deckels an den Querseiten erfolgt, ergibt dies eine robuste Verklebung.
Elf Antriebsachsen synchronisiert
„Alle Arbeitsschritte werden von servogeregelten Antrieben aus dem Movi-C-Baukasten ausgeführt“, so Wolfgang Pfeiffer. Dadurch weiß die Anlage immer ganz genau, wie hoch zum Beispiel die Lasche ist und wie lang die Klebstoffraupe sein darf. Diese Kenngrößen werden durch regelungstechnische Abläufe ermittelt. Die Steuerung der einzelnen Bewegungen erfolgt dabei über den Movi-C Controller UHX45.
Weil die Abläufe dabei so schnell erfolgen müssen, dass eine einzelne Zustellung der Bewegungen nicht ausreicht, werden die Achsbewegungen in der Controller-Software über Applikationsmodule wie „Kurvenscheiben“ oder „CAM-Positionierung“ synchronisiert. „Die übergeordnete SPS gibt nur den Anstoß, wann welche Achse starten soll, den Rest macht der Motion Controller“, ergänzt Frank Schwarz, vom technischen SEW-Büro in Langenfeld. „Das ermöglicht die hohen Taktzahlen durch extrem niedrige Zykluszeiten sowie die hochperformante Kommunikation mit den Achsen.“
Achsen kommunizieren direkt
Dabei koordiniert und berechnet der Motion-Controller UHX45 die Bewegungen der einzelnen Achsen und übergibt die Positionswerte direkt an die Achse der nachfolgenden Station. Wolfgang Pfeiffer: „So können wir mit der Movi-C-Lösung einen sehr schnellen Austausch der Daten und so eine hohe Verarbeitungsgeschwindigkeit realisieren.“ Damit erreicht die Anlage eine Taktrate von 10 bis 20 Kartons pro Minute – je nach Format.
Die Vernetzung der Antriebe erfolgt dabei über den SEW-Eurodrive-Systembus SBusPLUS, der auf die SEW-Antriebselektronik und Controller abgestimmt ist und so eine schnellere Inbetriebnahme ermöglicht. Darüber hinaus basiert er auf EtherCAT, ist damit hart echtzeitfähig und sorgt damit für reibungslose Prozesse, genaue Statusmeldungen sowie für einen reibungslosen Anlagenbetrieb.
„Die Besonderheit unserer Anlage ist die hohe Toleranz gegenüber den Kartonabmessungen“, erklärt Wolfgang Pfeiffer. Ein wichtiger Aspekt, können doch zum Beispiel Kartons in der Dimension 400 mal 600 durchaus Abweichungen von zehn bis zwölf Millimetern in Länge und Breite haben. „Zudem können wir dank unseres Messerprinzips auch problemlos dickere Kartonagen verarbeiten.“ So kann der Versender Standard-Kartons und -Deckel von beliebigen Lieferanten einsetzen.
Individuell bedruckte Deckel
Doch die neue Anlage bietet noch mehr Funktionen: Sie kann die Deckel auch individuell bedrucken. Hintergrund: Das Modeversandhaus Klingel vertreibt seine Waren unter 15 verschiedenen Marken, die auch direkt auf dem Karton erscheinen sollen. Die bisherigen „Deckelaufleger mit Kartonminimierung“ von Steinbach Errani, die bereits im Einsatz sind, verfügen daher über fünf Magazine für unterschiedlich bedruckte Deckel.
„Die Notwendigkeit, für jede Marke einen eigenen Deckel vorrätig zu halten, bedeutet einen hohen Lageraufwand und auch die Beschaffung ist relativ teuer“, erläutert Wolfgang Pfeiffer. „Einzigartiges Feature der Anlage ist es, dass die Deckel personalisiert beschriftet, bzw. individuell gestaltet werden können.“
Durch die Integration der Druck- und Etikettiereinheit benötigt der Versender nur noch einen Deckeltyp, den er palettenweise in die Anlage einsetzen kann. Zudem spart er durch den integrierten Etikettierer deutlich Platz im Versandbereich. „Auch beim Druckprozess ist es wichtig, geregelte Antriebe zu haben“, so Wolfgang Pfeiffer. „Denn der Drucker benötigt exakte Daten, in welchem Bereich er drucken kann.“
Einfacher dank Einkabeltechnik
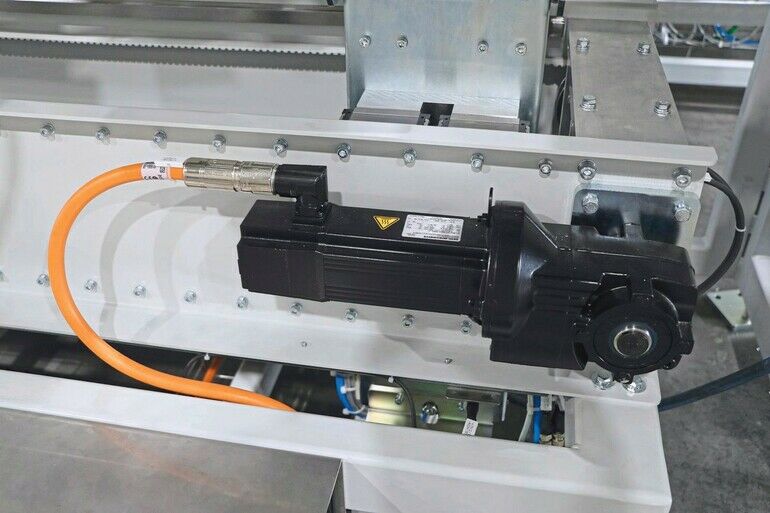
Insgesamt besteht das Antriebssystem aus zehn CM3C-Servomotoren mit Movidrive-Umrichtern, die von einem Movi-C Controller UHX gesteuert werden. Alle Komponenten sind über nur ein Hybridkabel miteinander verbunden, das sowohl die Leistungsversorgung als auch die Datenübermittlung übernimmt. Bisher hatte Steinbach Errani bei ähnlichen Anlagen Resolver und Absolutwertgeber eingesetzt, zudem mussten unterschiedliche Geberkabel für Motoren mit und ohne Bremse verlegt werden. Dank der Einkabeltechnologie wird jetzt nur noch eine Leitung benötigt – einzig auf den richtigen Querschnitt muss geachtet werden. „Die Anlage sieht damit deutlich aufgeräumter aus“, so Wolfgang Pfeiffer. „Vor allem aber spart das System einige Stunden bei der Verkabelung und ermöglicht einen schnelleren Aufbau der Anlage beim Kunden.“
Lösung aus einer Hand
In der Summe hat Steinbach Errani mit dem Movi-C-Baukasten eine Lösung aus einer Hand, mit der alle Funktionen der hochkomplexen Anlage umgesetzt werden konnten. „Für uns besonders wichtig war die schnelle Kommunikation zwischen den Achsen“, fasst Wolfgang Pfeiffer zusammen. „Darüber hinaus konnten wir zusammen mit SEW-Eurodrive kundenspezifische Anpassungen realisieren, zum Beispiel eine spezielle Schnittstelle zur übergeordneten SPS.“
Er hat auch schon weitere Ideen für die Anlage: Mit Movi-C lässt sich leicht eine Zwischenkreislösung realisieren – und so zum Beispiel die Bremsenergie des 250 Kilogramm schweren Multifunktionskopfes als Antriebsenergie für andere Achsen nutzen. Damit schont man Energieressourcen und bringt den Umweltschutzgedanken in den industriellen Verpackungsmaschinenbau.
SEW-Eurodrive GmbH & Co KG
www.sew-eurodrive.de/movi-c







{kind=link}