
Firmen im Artikel
Für das automatisierte Schweißen gerade in kleinen und mittleren Unternehmen werden oft Cobots ins Spiel gebracht. Denn Cobots können mit einfacher Programmierung durch manuelles „Vormachen“ punkten. Der Roboterarm wird dabei per Hand an die gewünschte Schweiß-Position gebracht, was auch Schweißfachleuten ohne Robotererfahrung einen unkomplizierten und schnellen Einstieg in die Robotik ermöglicht.
Tücken des Cobot-Teach-ins
Bei dieser Teach-in-Programmierung ist aber ein entsprechender Produktionsstillstand unvermeidlich. Zudem hängt die Qualität der Schweißbahnen von der Erfahrung des Anwenders ab. Exakte Bahnpunkte, anständige Brennerorientierung und die Auswahl der passenden Schweißparameter liegen in der Verantwortung des Bedieners. Fachwissen, Bauteil und Robotik in Einklang zu bringen, braucht Zeit. Und gerade bei Prototypen und Kleinserien sind Iterationen und permanentes Umprogrammieren eher die Regel. Die Vorteile der intuitiven Programmierung kehren sich dann ins Gegenteil um, wenn man einfache Programmierschritte so oft wiederholen muss, bis ein gewünschtes Ergebnis endlich erreicht ist.
Daher bietet sich – für Industrieroboter wie für Cobots – die Offline-Programmierung (OLP) an. Dank OLP ist es möglich, Schweißaufgaben zu programmieren, ohne die laufende Produktion zu unterbrechen.
Einsatz unabhängig von Hersteller
Die OLP-Systeme der Roboterhersteller unterscheiden sich jedoch stark und ein einheitlicher Standard fehlt. Daher ist es bislang nur mit hohem Aufwand möglich, Programme auf andere Roboter zu überspielen. Erfahrungswerte und Parameter können also nicht ohne Weiteres übertragen werden. Dem gegenüber erlaubt eine agnostische, universelle Offline-Programmierung (OLP) den Einsatz unabhängig von Hersteller, Kinematik und Prozessen. Alle Positionen, Bahnen und Operationen können anhand der CAD-Geometrie eines Bauteils ermittelt und dann auf die Programmier-Werkzeuge verschiedener Hersteller übertragen werden. Beim Roboterschweißen ähneln sich viele Prozesse und Feineinstellungen. OLP-Lösungen wie Fastsuite, K-Virtual oder OTC Advanced stellen daher Funktionen zur Verfügung, um Voreinstellungen und ganze Bewegungsabläufe per Klick auf andere Bereiche oder Werkstücke zu übertragen.
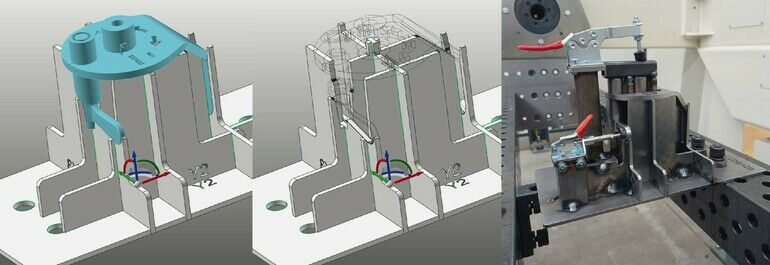
Die Einspannvorrichtung spielt eine entscheidende Rolle für die effiziente Nutzung einer Roboteranlage. Mit dem CAD-gestützten Vorrichtungsbau kann man frühzeitig prüfen, ob und wie alle Positionen des Bauteils erreichbar sind, welche Konfiguration die beste ist und ob sich der Prozess durch geschickte Drehungen oder eine veränderte Positionierung des Werkstücks noch optimieren lässt. Das Bauteil wird zunächst virtuell platziert und verschiedene Automatismen nehmen sich der Bearbeitungsbahnen, Anfahrtswege und Zwischenbewegungen an. Dank Simulation entsteht so ein fertiges Roboterprogramm, das sämtliche Positionen in der optimalen Konfiguration und mit perfekten Arbeitswinkeln erreicht.
Blick in die Praxis
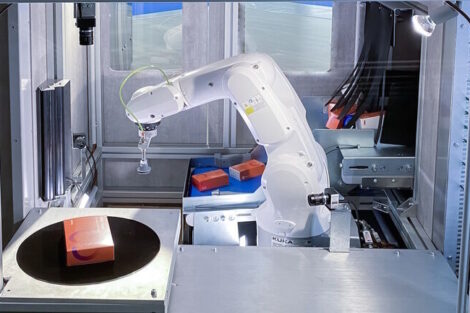
Das bestätigt ein Blick in die Praxis: Bei der SMG Sportplatzmaschinenbau GmbH kommt für wiederkehrende Bauteile, auch in kleinen Losgrößen, ein OTC Schweißroboter mit einem Schwenktisch samt zwei Aufspannvorrichtungen zum Einsatz. Während auf der einen geschweißt wird, kann auf der anderen bereits vorbereitet und aufgespannt werden. Dafür nutzt SMG den CAD-gestützten Vorrichtungsbau. Neue Bauteile werden virtuell im Raum des digitalen Anlagenzwillings platziert und per Mausklick die passende Vorrichtung erstellt. Dann wird geschnitten und montiert.
So erschließt sich SMG nicht nur neue Nachwuchskräfte, sondern begeistert auch erfahrene Schweißfacharbeiter, da sich diese auf die Optimierung der Schweißparameter konzentrieren können. Roboter-Offlineprogrammierung hilft also, dem Fachkräftemangel gleich von zwei Seiten zu begegnen: indem man das Programmieren von Schweißanlagen für Profis effizienter macht und gleichzeitig die Einstiegshürden für neue Bedienergruppen senkt.
Cenit AG
Vorgehen in 3 Schritten
Damit die Roboter-Offlineprogrammierung flink vonstatten geht und die Neben- und Rüstzeit in der Schweißanlage auf ein absolutes Minimum reduziert wird, sind nur drei Schritte nötig:
1. Die CAD-Daten des Bauteils in einem gängigen Standardformat inklusive der Arbeitspunkte und Konstruktionselemente (Metadaten) einlesen und die exakten Punkte und Bahnen definieren.
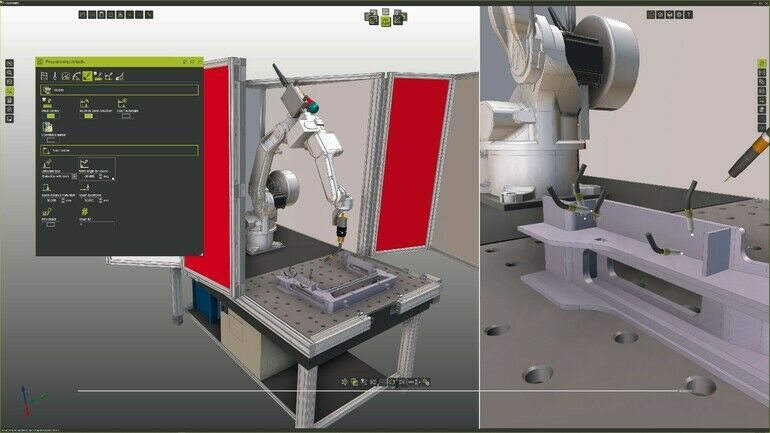
2. Werkstück virtuell positionieren und auf Erreichbarkeit prüfen. Die Simulation visualisiert Roboterbewegungen, Kollisionen und Singularitäten und prüft alle voreingestellten Prozessparameter. Mit einem einfachen Klick entsteht dann eine Vorrichtung als Modell, an dem Spannelemente kollisionsfrei angebracht werden können. Mit nur einem weiteren Klick werden computergestützte sämtliche Programme generiert, die alle relevanten Prozessparameter, Konfigurationen und Kollisionen im Blick behalten und Spannelemente als Aktoren steuern können, selbst bei Anlagen mit mehreren Robotern und externen Achsen.
3. Mit dem Einlegen des Bauteils und einer kurzen Bauteillagekalibrierung (Taktil, Optisch) erfolgt dann erste und einzige Schritt in der echten Anlage.

Zum Autor
Leo Bartevyan ist IT Systems Engineer bei der Cenit AG, Digital Factory Solutions. Als Senior Account Manager bringt er das Business Development für die Digital Factory Solutions (PLM-DFS) der Cenit AG mit dem Fokus Robotik und Automatisierung voran. Seit über 10 Jahren betreut er OEM Kunden und Systemintegratoren bei allen Belangen rund um den Vertrieb und die Integration von Simulations- und Offline-Programmierungslösungen für Cobots, Roboter und Maschinen.
Mehr zum Thema Industrie 4.0








{kind=link}