



Die Hochvoltbatterie-Fertigung besteht aus drei Produktionsschritten: Zelllackierung, Modulfertigung und schließlich Montage. Sensorlösungen von Leuze sorgen insbesondere in der Zelllackierung und Modulfertigung für präzise und sichere Abläufe. Realisiert hat die Linie Schaeffler Special Machinery, der Maschinenbauer der Schaeffler Gruppe.
Die Zelllackierung bildet dabei den Auftakt der Batteriefertigung. Die einzelnen Zellen für die Batteriemodule werden dabei in Großladungsträgern (GLT) angeliefert. Damit sich die GLTs automatisiert per Roboter entladen lassen, sichert ein Sicherheits-Lichtvorhang MLC den Gefahrenbereich gegen den Zutritt von Personen ab. Per Muting wird gewährleistet, dass nur der Großladungsträger passieren kann.
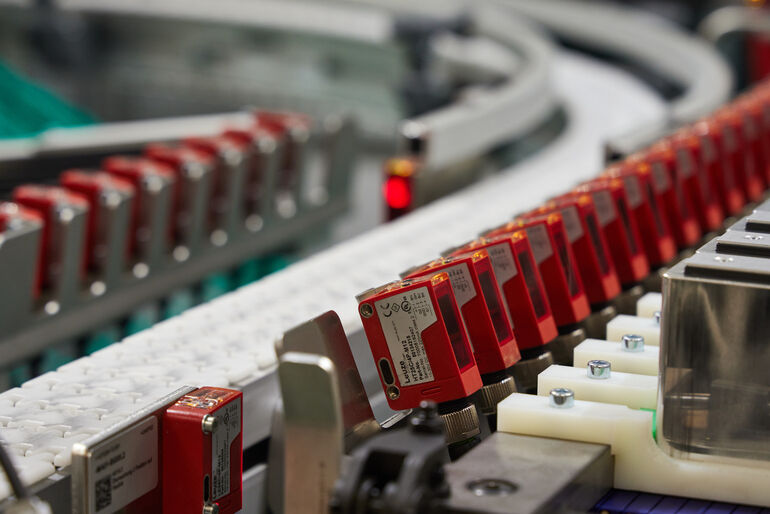
Der Roboter platziert immer 16 Zellen zugleich auf einem Förderband. Hier detektieren waagerecht installierte, schaltende Lichtvorhänge der Serie CSL, ob die Zellen korrekt platziert sind. „Die schaltenden Lichtvorhänge eignen sich sehr gut, um große Detektionsfelder zu überwachen“, erklärt Jürgen Schweiß, KAM-Automotive und Safety Application Specialist bei Leuze. Darüber hinaus sind sie dank einfacher Handhabung meist kosteneffizienter als bildgebende Verfahren.
Hochglänzende Oberflächen
Zudem stellen Lichttaster von Leuze an unterschiedlichen Stellen mehrere Funktionen sicher: „Am Band montierte Sensoren detektieren die Anwesenheit und die korrekte Position der Zellen. Sind diese vorhanden und richtig platziert, läuft der Prozess weiter“, sagt Jürgen Schweiß. Vorteil der Sensoren der Serie PRK 25C: Sie erfassen die hochglänzende Oberfläche der Zellen zuverlässig. Zudem befinden sich Sender und Empfänger im selben Gehäuse.
Die für reflektierende Objekte optimierte Sensorvariante schafft Betriebsreichweiten von bis zu 16 Metern. Anlagenbetreiber können zudem die Empfindlichkeit einfach einstellen. Um einzelne Zellen zu detektieren, werden außer den PRK 25C-Sensoren mit Reflektor auch Lichttaster mit Hintergrundausblendung der Serie HT25C verwendet.
Reflexionslichttaster steuern Band
Laser-Reflexionslichttaster der Baureihe HT46CL erfassen die einzelnen Zellen und steuern das Band – dank Hintergrundausblendung mit maximaler Erkennungssicherheit. Bevor die Zellen in einen GLT geladen werden, werden diese durch einen Sicherheits-Lichtvorhang MLC ausgeschleust. Diese Lichtvorhänge punkten nicht nur mit einer hohen Auflösung, Schutzfeldhöhe und Reichweite, sondern auch mit einem kompakten Aufbau und kurzen Sicherheitsabständen
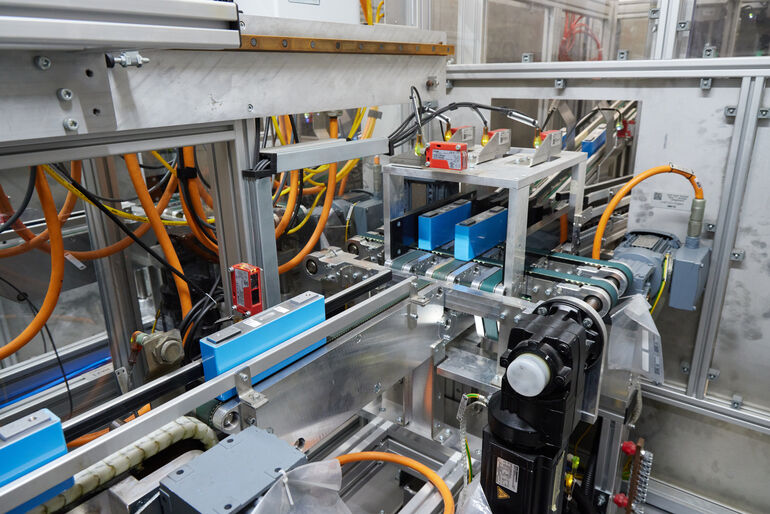
Laser-Reflexionslichttaster überwachen zudem die Entladung der Zellen aus einem GLT in eine Modullinie von thyssenkrupp Automation Engineering. Jede Zelle erhält auch eine schützende Hitzeisolierung – die auf die Längsseiten aufgepresst wird. Auf einer kreisförmigen Maschine drehen Roboter die Zellen dazu in die jeweils gewünschte Position. Reflexionslichtschranken PRK 25 erkennen dabei die Anwesenheit der Objekte.
Stapeln mehrerer Zellen
Im „Stacking“ (also beim Stapeln mehrerer Zellen zu einem Batteriemodul) werden mehrere Zellen nebeneinander platziert und an beiden Enden jeweils eine Druckplatte angebracht. PRK 25C Sensoren von Leuze detektieren Höhe und Anwesenheit der Zellen und erkennen, ob die Werkzeugträger korrekt geschlossen sind.
Sensoren kommen auch bei der Platzierung des Zellkontaktsystems (ZKS) auf dem Modul zum Einsatz. Eine Maschine hebt das komplette Modul an, damit der Lack des Zellbodens kontrolliert werden kann: „Hier unterstützen unsere Sensoren unter anderem bei der Höhenerfassung und an Stopp-Positionen“, sagt Jürgen Schweiß.
Leuze electronic GmbH + Co. KG







{kind=link}