




Die Albert Weber GmbH ist auf die Bearbeitung von Motor- und Getriebekomponenten wie Zylinderköpfen und Motorblöcken, Getriebegehäusen und Gehäuseteilen sowie die Montage kompletter Antriebssysteme spezialisiert. Bei Zylinderköpfen realisiert der Zulieferer variable Stückzahlen von der Kleinserie bis hin zur Großserie mit 500 000 Einheiten pro Jahr.
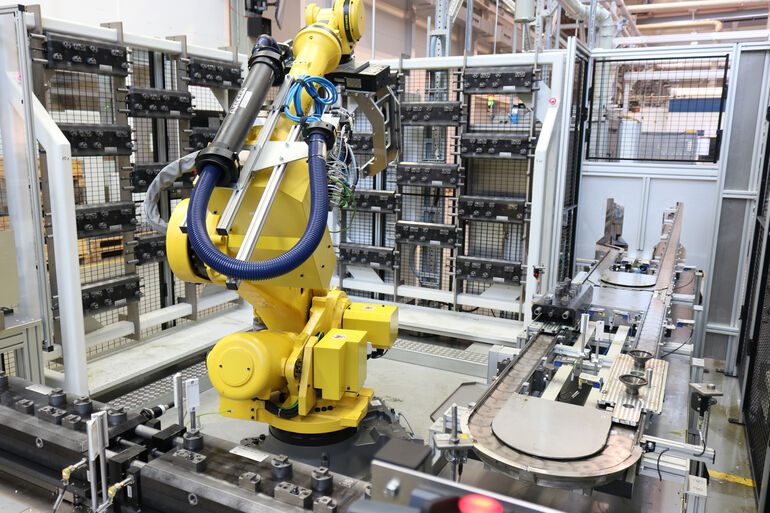
Für die Fertigung von Zylinderköpfen für Vier- und Sechszylinder-Dieselmotoren eines namhaften deutschen Herstellers benötigte Albert Weber im Werk Markdorf eine neue Produktionsanlage. Die Aufgabe für Schnaithmann bestand darin, mehrere Bearbeitungsmaschinen und weitere Stationen über ein Palettenumlaufbandsystem und Roboterzellen als Schnittstelle zwischen Palettenband und Produktionsmaschinen miteinander zu verketten.
Da die Zylinderköpfe relativ groß und schwer sind, mussten die Werkstückträger mit 700 mm Länge gestaltet werden. Zusammen mit dem Bauteil haben die Werkstückträger ein Gewicht von rund 60 kg. Bei der Fertigung durchlaufen die Zylinderköpfe mehrere Bearbeitungsschritte, darunter teilweise parallel oder nacheinander ablaufende Prozesse.
Ohne Staus und Verstopfungen
„Die Herausforderung bei der Anlage war, die Verkettung so aufzubauen, dass Maschinen parallel mit Werkstücken be- und entladen werden können, ohne dass es zu Staus und Verstopfungen kommt“, sagt Felix Haas, Projektleiter bei Schnaithmann. „Daher hat das Palettenumlaufbandsystem Weichen. Die Werkstücke werden über die zentrale Verkettung transportiert und dann über die Weichen auf Parallelbändern, sogenannten Satelliten, ausgeschleust.
Die zentrale Weiche innerhalb der Hauptstrecke in der Mitte der Anlage wurde eigens für diese Anwendung entwickelt: „Über diese Weiche können die Werkstückträger bei minimalem Zeit- und Platzaufwand aus allen drei Richtungen kommend in alle drei Richtungen weitertransportiert werden.“ Neben dem Teiletransport dient die Verkettung auch als Puffer zwischen den einzelnen Prozessschritten. Durch die Weichen kann das System Werkstücke kreisen lassen.
Anlage im Mischbetrieb
Eine weitere Herausforderung war, dass die Anlage im Mischbetrieb läuft: Unterschiedliche Zylinderkopftypen werden gleichzeitig bearbeitet und müssen über Weichen und Parallelbänder sortiert und auch sortenrein bevorratet werden. „Damit die unterschiedlichen Bauteiltypen jederzeit zur Bearbeitung verfügbar sind, haben wir einen kleinen Logistikbahnhof mit Regalsystemen in die Anlage eingebaut“, sagt Haas.
Die rund 20 Stationen der Anlage umfassen Fertigung, Reinigung, Montage, Beschriftung, Prüfung und Endkontrolle. Durch die Verkettung der einzelnen Stationen mittels Palettenumlaufband mit Staufunktion sind Puffer zwischen den Stationen entstanden, sodass das System nicht starr getaktet ist, sondern „atmen kann“.
Am Ende der Anlage befinden sich Fertigteilbänder: Ein Band für NiO-Teile (Nicht-in-Ordnung-Teile), welches Schlechtteile ausschleust, und ein SPC-Band (Statistical Process Control) für Prüfteile. An diesem Band kann der Werker einzelne Bauteile abholen und prüfen und sie von dort wieder in die Anlage einschleusen. Am Ende des Prozesses werden die Zylinderköpfe mit DMC (DataMatrix-Code) und Klarschrift von einem Laser beschriftet. Rund alle zwei Minuten verlässt ein fertiger Zylinderkopf das System.
Bei Bedarf erweitern
Ein großer Vorteil der Schnaithmann-Anlage ist, dass sie sich bei Bedarf erweitern lässt. „Sie wurde von Anfang so konzipiert, dass nach und nach weitere Maschinen integriert werden können“, sagt Marc Burkhardt, Key Account Manager bei Schnaithmann. „Hierbei hilft der modulare Aufbau der Schnaithmann-Komponenten.“
Selbst die Steuerung der Verkettung wurde modular aufgebaut: Bestimmte Funktionen wiederholen sich innerhalb der Anlage, sie werden als gleiches Modul von der Steuerungsseite abgewickelt. So muss nicht überall neu programmiert werden. „Denn die Herausforderung bei einer nachträglichen Erweiterung ist, dass sie schnell zu erfolgen hat, da die Anlage ja schon läuft und weiterhin produzieren muss.“
Christoph Felmeden, Projektleiter bei Albert Weber: „Dieser modulare Aufbau war auch bei der Inbetriebnahme von großem Vorteil. So ließ sich eine kurze Inbetriebnahmezeit realisieren. Zudem konnte parallel zum Aufbau bereits partiell mit der Produktion begonnen werden. Die Linie konnte nach der Inbetriebnahme der Hauptverkettung betrieben und parallel erweitert werden.“
Die Gesamtverantwortung für die Logistikabläufe, die Steuerungstechnik, die Anlagensicherheit und die Gesamtanlagenkonformität wurde von Schnaithmann übernommen und für alle Anlagenteile koordiniert. „Die Planung der Anlage verlief aber gemeinsam zwischen Schnaithmann und Weber, und zwar in mehreren Evolutionsschritten“, sagt Burkhardt. „Bei so einem Projekt sind viele Gewerke beteiligt und es ist eine umfangreiche Aufgabe, die Schnittstellen zwischen den Gewerken abzustimmen. So muss geprüft werden, wie auch in engen Platzverhältnissen Maschinen, Roboterzellen und Bänder optimal angeordnet werden können. Für Ausfälle von Robotern oder Maschinen muss ein Bergekonzept erstellt werden, denn bei einem Ausfall ist immer auch die ganze Anlage mitbetroffen. So haben wir ein Bedien- und Sicherheitskonzept für die komplette Anlage erarbeitet.“
„Da Schnaithmann die Anlage auf Kundenwunsch nicht schlüsselfertig liefern sollte, war eine enge Abstimmung zwischen uns und Weber über den ganzen Projektverlauf nötig“, sagt Haas. „Zum Beispiel kam die Roboterzelle von Schnaithmann, die Roboterprogrammierung jedoch erfolgte durch Weber. Ähnliches gilt für die Steuerung: Die Steuerung der einzelnen Bandkomponenten und Kontenpunkte kam von uns, die übergeordnete Logistik von Weber – auch da gab es viel abzustimmen. Diese Aufgabenteilung war für uns neu und spannend umzusetzen.“
Felmeden ergänzt: „Von der Akquise-Phase bis zur Abnahme hat sich die Firma Schnaithmann durchgängig als gut eingespieltes Team präsentiert. Dabei ist neben dem stets partnerschaftlichen Umgang, wie zum Beispiel im Vertrieb bei nachträglichen Änderungen, besonders das Projektmanagement hervorzuheben. Hier liefen die Fäden stets zusammen und man hat als Kunde gemerkt, dass die Chemie im Team stimmt.“
Schnaithmann Maschinenbau GmbH








{kind=link}