
Dass beide Zellen für Roboterhandling und Induktionshärten bei Martin Mechanic unter einem Dach gebaut wurden, kam nicht nur der dem Kostenrahmen und der Realisierungsdauer zugute. Das Konzept minimiert auch die Anzahl der Schnittstellen. Denn die Gesamtanlage besitzt nur eine SPS. Alle Arbeitseinheiten hängen als Slave-Teilnehmer an der Mastersteuerung SPS 1515F von Siemens. Darüber werden beispielsweise sowohl der Härtegenerator als auch Roboter und Kamera gesteuert. Die Mastersteuerung überwacht außerdem mit Hilfe der integrierten Rezeptverwaltung alle wichtigen Prozessparameter.
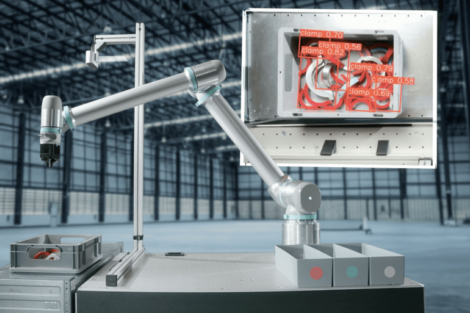
Im Zentrum der Anlagenkombination arbeitet ein Fanuc-Roboter vom Typ M10iA im Drei-Schicht-Betrieb. Immer drei Trays mit je 48 Stirnzahnrädern, die der Werker auf das Zutrageband der Automationszelle legt, laufen über die Stauförderkette ins Zelleninnere. Die Lichtschranke der Anlage prüft, ob alle Teile lagerichtig in den Trays eingelegt wurden.
Der automatische Arbeitsprozess startet, in dem der Roboter die zu härtenden Teile mit seinem Drei-Backen-Greifer entnimmt und auf dem Rundschalttisch ablegt. Immer zwei Rohteile durchlaufen parallel vier Stationen auf dem Rundschalttisch. Der taktet deshalb jeweils um 90 Grad weiter. Nach dem Einlegen auf die Kunststoffdorne wandern die Teile zur zweiten Station weiter, wo der Induktionshärteprozess eingeleitet wird. Ein Zwillingsinduktor senkt sich über die beiden Bauteile und erhitzt sie innerhalb von 2,5 Sekunden auf glühende 900 Grad Celsius. Damit die Teile gleichmäßig erwärmt werden, sind die Werkstückaufnahmen gelagert ausgeführt und können mit einer Magnetkupplung mit bis zu 600 Umdrehungen pro Minute angetrieben werden.
An der dritten Station besprüht eine Absenkbrause die Teile mit einer Wasser-Öl-Emulsion. Damit werden sie wieder auf 100 Grad Celsius heruntergekühlt. Die vierte Station ist ein manueller Belade- und Entladeplatz. Der Werker hat hier die Möglichkeit, Teile von Hand einzulegen, um sie einzeln zu härten – zum Beispiel für eine andere Teilevariante. Zudem lassen sich an dieser Station optional auch SPC-Teile für einen Prüfvorgang manuell entnehmen.
Im Normalbetrieb entnimmt jedoch der Roboter zum Schluss parallel zwei Fertigteile, um sie mit seinem Zwei-Backen-Greifer in die Auffangwannen der bereitgestellten Waschkörbe zu legen. Ist der Waschkorb gefüllt, kann ihn der Werker entnehmen und der Roboter beginnt mit dem Befüllen eines weiteren Waschkorbs. Die Arbeitszelle kommt auf eine Taktzeit von 16 Sekunden für zwei ausgehärtete Stirnzahnräder.
Martin Mechanic Friedrich Martin GmbH & Co KG








{kind=link}