

Mithilfe von zwei Fanuc-Robotern, dem entsprechenden Pick-Tool und der Siemens-SPS-Steuerung S1500F können 60 Varianten der Wendeschneidplatten mit unterschiedlicher Teilegeometrie verarbeitet werden. Da die zu fertigende Stückzahl der Wendeschneidplatten sehr hoch ist, hat der Kunde zwei baugleiche Palettierzellen mit 22 m2 Grundfläche in Auftrag gegeben.
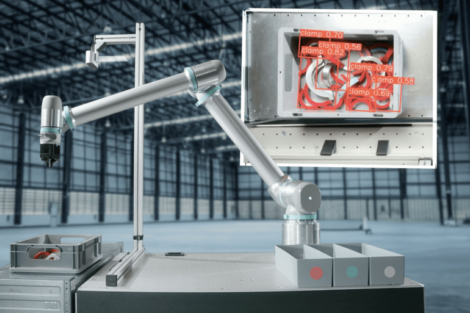
Die gepressten Wendeschneidplatten werden auf ein Förderband gelegt, das dem Fanuc LR Mate 200iD im Innern der Zelle zuarbeitet. Alle vier Sekunden wird ein Werkstück zur Verfügung gestellt. Der LR-Mate-Roboter ist mit einem Magnetgreifer ausgestattet und einem Pick-Tool als besonderer Zusatz-Software. Er erkennt das Werkstück auf dem Förderband und nimmt es im Vision-Line-Tracking-Verfahren auf, um es anschließend am Bereitstellungsplatz der Palettierzelle auf einer von zwei Keramikplatten abzulegen.
Hat der Werker dem Roboter die Werkstückkontur sowie die Abhol- und Ablagepositionen eingelernt, erkennt dieser die Grünlinge automatisch. Mit nur drei Positionen ist damit eine neue Variante eingelernt. Um das Einlernen zu erleichtern, wurden am Bedienpanel der SPS-Steuerung die möglichen Positionen optisch hinterlegt. Aus dem Belegungsplan berechnet die Siemens-Steuerung alle nachfolgenden Ablagepositionen automatisch. Sind beide Keramikplatten bestückt, wandern sie zur nächsten Station.
Größerer Fanuc-Roboter stellt die Kunststoff-Trays bereit
Bevor der Roboter jedoch die Keramikplatten bestücken kann, fällt seinem größeren Fanuc-Bruder vom Typ M-710iC/50 die Aufgabe zu, zunächst die Kunststoff-Trays, auf denen die Keramikplatten gelagert werden, und dann die Keramikplatten bereitzustellen. Dafür ist er mit unterschiedlichen Greifern ausgerüstet. Auf der Rückseite der Palettierzelle gibt es jeweils zwei Schächte für die Keramikplatten sowie zwei Schächte für die Kunststoff-Trays.
Der Roboter holt ein Kunststoff-Tray ab, führt es zu einem speziellen Prüfstand und legt es danach auf den Bereitstellungsplatz ab. Anschließend greift er nach der ersten von zwei Keramikplatten, die zunächst den Härtetest bestehen müssen. Dazu bringt er sie zu einem zweiten Prüfplatz, wo sie mit einer definierten Kraft im Zentrum auf ihre Zerbrechlichkeit getestet wird. Danach werden die Platten auf dem Kunststoff-Tray abgelegt und jeweils mit den Grünlingen belegt. Sind beide Keramikplatten beladen, nimmt der Roboter das Kunststoff-Tray wieder auf, um es auf den bereitgestellten Transportwagen zu hieven.
Martin Mechanic Friedrich Martin GmbH & Co KG







{kind=link}