

Wir fertigen nahezu ausschließlich für die internationale Automobilindustrie und deren Zulieferer in Serien von einigen hunderttausend bis mehrere Millionen“, erklärt Klumpp-Geschäftsführer Kay Bohnenberger. „Die Auftraggeber fordern höchste Präzision und lückenlose Qualität. Selbst an kleinsten Buchsen, Hülsen, Achsen und Wellen sind für die Qualität entscheidende Merkmale lückenlos zu prüfen und zu dokumentieren.“
Diese Forderungen mit manuellen Messungen zu erfüllen, hat sich in der Großserienfertigung schnell als unpraktikabel und unwirtschaftlich erwiesen. „Deshalb sehen wir einzig die Alternative, sämtliche Mess- und Prüfabläufe zu automatisieren und direkt in die Produktion zu integrieren.“ Da Klumpp beim automatisierten Betrieb von Langdrehautomaten bereits beste Erfahrungen mit Stangenlademagazinen von FMB gemacht hat, fand man bei den Faulbachern auch dafür eine optimale Lösung.
Modulare Roboterzellen
„Unsere Roboterzellen Unirobot eignen sich hervorragend zum Automatisieren einer Großserienfertigung“, so Stephen Ackermann, Leiter Technik bei FMB. „Dank des modularen Aufbaus können wir eine Vielzahl zusätzlicher Produktionsabläufe integrieren. Das betrifft unter anderem Reinigungsstationen, Zusatzbearbeitungen wie Bürsten und Entgraten sowie unterschiedliche Mess- und Prüfvorgänge.“
In enger Abstimmung mit Klumpp verwirklichte FMB auf Basis der modularen Unirobrot-Zellen in Verbindung mit den Mess- und Prüfmodulen Uniprove eine weitreichende Automation für Präzisionsdrehmaschinen von Benzinger und Citizen-Miyano sowie Mehrspindeldrehautomaten von Index.
Bedienerarm be- und entladen
Laut Kay Bohnenberger hat sich die Robozer-Automation bereits nach wenigen Monaten bewährt. Das betrifft beispielsweise das Fertigen kleiner Präzisionsbuchsen auf CNC-Drehzentren von Benzinger: „Die Bauteile mit nur wenigen Millimetern Durchmesser werden hartgedreht. Die Forderungen an die Qualität sind derart hoch, dass wir sogar das Ausschleusen aus den Drehmaschinen als fallende Bauteile vermeiden müssen. Es könnten Abdrücke und Schlagschäden an den Kanten und Oberflächen entstehen.“
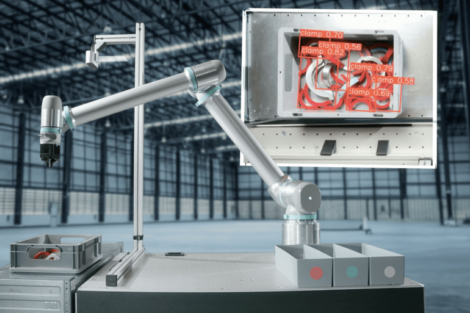
Daher sind in die Unirobot Roboterzellen sämtliche geforderten Mess- und Prüfschritte integriert. An Abblasstationen oder mit Düsen, die in den Greifer des Roboters eingebaut sind, werden die bearbeiteten Werkstücke mit Druckluft von Spänen und Schmutz gereinigt. Je nach spezifischen Forderungen bringt der Roboter die gereinigten Werkstücke zu einer Kamerastation, um noch vorhandene Späne in Bohrungen zu erkennen. Automatisiert werden auf pneumatischen und taktilen Messsystemen Außen- und Innendurchmesser der Buchsen und Hülsen auf wenige µm genau gemessen. Fehlerhafte Werkstücke schleust der Roboter automatisch aus. Stephen Ackermann: „Speziell bei Bauteilen aus Edelstählen ist auch eine Rissprüfung gefordert. Diese haben wir mit einer Station mit einer Wirbelstromprüfung verwirklicht.“
Rückführung der Messwerte
Weiterer Vorteil ist die direkte Messwertrückführung. Dies nutzt der Drehteilehersteller, um die Fertigung auf Präzisionsdrehmaschinen adaptiv zu regeln. Dazu werden beispielsweise die Messwerte für Innendurchmesser ausgewertet. Abhängig von Toleranzgrenzen werden Korrekturdaten an die CNC-Steuerungen der Drehzentren gesandt. Zeigt sich beispielsweise in einer Folge von Bauteilen ein Trend zu größer oder kleiner werdenden Durchmessern, korrigiert die CNC-Steuerung automatisch die Werkzeugzustellung.
Auch an Mehrspindeldrehmaschinen bewältigen die Roboterzellen problemlos die kurzen Taktzeiten von oft nur wenigen Sekunden. Bei Klumpp führen die Roboter beispielsweise hohlgebohrte Achsen hauptzeitparallel zu einer Abblas- und zu einer Kamerastation. Auf letzterer werden eventuell anhaftende Späne in der Bohrung erkannt. Danach transportieren die Roboter die Bauteile zu einer taktilen Messstation für Innen- und Außendurchmesser. Anschließend positionieren sie die geprüften Bauteile einzeln und sortiert auf Werkstückträgern.
Bedienerlos fertigen
Die Unirobot-Roboterzellen von FMB verfügen über Pufferspeicher für standardisierte Werkstückträger. Letztere werden manuell in die Schubladen der Speicher eingesetzt. Automatisch stellen dann die Pufferspeicher Werkstückträger mit Rohlingen für den Roboter bereit. Dieser entnimmt die Rohlinge und stellt die bearbeiteten, gemessenen und geprüften Bauteile wieder auf den Werkstückträgern ab. Dank fünf übereinander angeordneten Schubladen, die jeweils zwei 300 x 400 mm messende Werkstückträger aufnehmen, können die Drehzentren über einige Stunden bedienerarm unbeaufsichtigt produzieren.
Stephen Ackermann: „Die Speicher unseres modularen Handlingsystems lassen sich unterschiedlich konfigurieren. So können wir je nach Höhe der zu fertigenden Werkstücke zwei bis fünf Schubladen im Pufferstapel anordnen. Auf 600 x 400 mm Fläche nehmen die Schubladen einen oder mehrere Werkstückträger auf. Bei letzteren können wir bereits als Standard vorhandene Varianten wählen oder kundenspezifische Ausführungen einsetzen.“ Der Lohnfertiger Klumpp nutzt beispielsweise standardisierte Werkstückträger des Herstellers Zell mit 300 x 400 mm Grundfläche.
FMB Maschinenbaugesellschaft mbH & Co. KG
Paul-Hohe-Str. 1
97906 Faulbach
Flexibel konfigurierbar
Dank des modularen Aufbaus der Roboterzellen Unirobot und der integrierten Messmodule Uniprove kann FMB die Nachbearbeitungs-, Mess- und Prüfstationen flexibel anordnen und an geänderte Produktionsabläufe sowie wechselnde Forderungen hinsichtlich der Qualitätssicherung anpassen. So erhalten Anwender ein flexibles und über lange Zeiträume nutzbares Automationssystem.







{kind=link}