

Die Rohre entstehen aus Hochleistungs-Kunststoffmatten, die mit Versteifungsrippen verschweißt werden. Das kann, je nach Anzahl der Versteifungsrippen pro Rohr, zwischen zwei und vier Stunden dauern. Dazu liest der Werker zunächst den Barcode ein, in dem sämtliche Arbeitsschritte definiert sind, und rüstet dann die Zelle für den Auftrag.
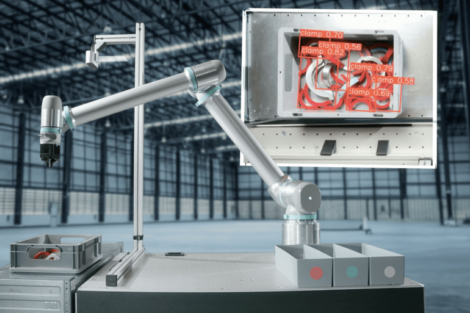
Die Rohre werden auf einem drei Meter langen Aufnahmedorn gefertigt. Für optimale Gleiteigenschaften ist der Dorn mit einer speziellen Beschichtung versehen. Der Dorn wird auf einem Rüstwagen in die Arbeitszelle geschoben. Die Kunststoffmatten werden vom Werker um den Dorn gewickelt und mit dem Ultraschallschweißgerät manuell fixiert. Der Werker bestätigt diesen Arbeitsvorgang, nachdem er den Arbeitsbereich verlassen hat. Dann kontrollieren Sensoren, ob der Durchmesser des Aufnahmedorns mit der eingestellten Variante übereinstimmt, und der Kuka-Roboter 120 R2500 HA beginnt mit der Arbeit und schweißt mit einer Sonotrode die Längsnaht. Dafür nutzt der Roboter eine integrierte siebte Servoachse, die den Dorn für die Schweißvorgänge dreht.
Die Versteifungsrippen holt sich der Roboter nacheinander mit seinem Vakuumgreifer ab, um sie nach einem festgelegten Setzbild auf der Kunststoffmatte zu platzieren und zu verschweißen. Je nach Art des Rohres werden bis zu 30 Versteifungsrippen verwendet. Der Roboter bedient sich vollautomatisch im Greiferbahnhof, um sich mit Roll-, Bogen- oder Punktsonotrode selbstständig nachzurüsten. Denn er kann wahlweise punktuell oder auf Naht schweißen.
Nach dem Schweißen muss der Werker den kompletten Arbeitsgang bestätigen. Erst dann kann er das Auflager lösen, das Rohr vom Aufnahmedorn ziehen und es mit einem Etikett versehen, das der Labeldrucker zwischenzeitlich ausgespuckt hat. Mit 25 m2 Arbeitsfläche und bei einer Höhe von 2,30 m ist die Arbeitszelle sehr kompakt gehalten. Für reibungslose Arbeitsschritte sorgt die SPS-Steuerung S7 1500F von Siemens.
Martin Mechanic Friedrich Martin GmbH & Co KG
Heinrich-Hertz-Straße 2
72202 Nagold, Deutschland







{kind=link}