
Unsere Vision ist eine Fertigung, in die kein Mitarbeiter mehr manuell eingreifen muss, um zum Beispiel das Werkstück für die Bearbeitung der sechsten Seite von Hand zu wenden“, erzählt Oliver Schöning, Fertigungsleiter bei Trimatec. Betriebsleiter Carlos Beja ergänzt: „Jetzt sind wir in der Lage, über Nacht verschiedenste Aufträge mit Stückzahl 1 zu fertigen. Gleichzeitig können wir unseren Mitarbeitern gute Arbeitszeiten ohne Schichtdienste gönnen.“
Diese schöne neue Fertigungswelt entstand allerdings nicht von heute auf morgen. „Unsere Anlage ist nicht vor zwei oder drei Jahren entstanden, als wir mit der Umsetzungsphase begonnen haben. Die eigentliche Automatisierung haben wir schon viel früher in Angriff genommen“, schildert Carlos Beja den langen Prozess. Zu den Hausaufgaben, die Trimatec zu erledigen hatte, gehörte vor allem die perfekte Beherrschung des Fertigungsprozesses.
„Bevor Sie über eine Automatisierung nachdenken, müssen Sie im ganz normalen manuellen Betrieb sicherstellen, dass alle Programme problemlos durchlaufen. Dass Sie Ihre Werkzeuge kennen und den Prozess der Werkzeugüberwachung beherrschen. Dass die Werkzeugspannung zu einhundert Prozent klappt. Dass Sie die Reinigung von Werkstücken und Paletten im Griff haben und, und, und“, rekapituliert Carlos Beja die lange Lernphase. „Unser ganzes Wissen aus über 20 Jahren Fräsbearbeitung haben wir dann am Ende in unserer Anlage und im Roboter umgesetzt.“
374 Werkstückplätze im Lagerlift
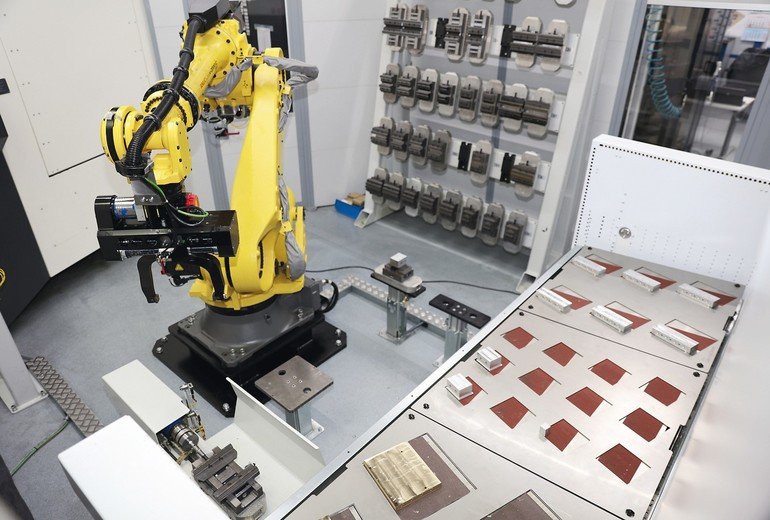
Doch wie funktioniert die Trimatec-Automatisierung in der Praxis? Wer vor der Anlage steht, sieht vor allem das gewaltige Lagerliftsystem, das in 17 Schubladen Platz für insgesamt 374 Werkstücke bietet. Links neben dem Lagerliftsystem steht der Leitrechner, der die komplette Anlage steuert. Der Roboter steht zentral hinter dem Lagerliftsystem. Um ihn herum gruppieren sich außer dem Lagerliftsystem die beiden DMC 60 H-Maschinen, die Schraubstockstation zur Werkstückspannung, ein Schraubstockregal, eine Zentrierstation, eine Wendestation und zwei Pufferstationen für vorgespannte Werkstücke – alles in Reichweite des Roboters.
„Mit dieser Konstellation, vor allem den 374 Werkstückplätzen im Lagerliftsystem und den jeweils 243 Werkzeugplätzen in den beiden Maschinen, können wir 72 Stunden ohne Unterbrechung 6-Seiten-Bearbeitungen durchführen – wenn es sein muss an 374 verschiedenen Einzelwerkstücken“, freut sich Oliver Schöning. Damit bei der Bearbeitung die Genauigkeiten im geforderten Hundertstelbereich liegen, werden die Werkstücke in den DMC-Maschinen noch mit einem Tastsystem vermessen. Dafür nutzt Trimatec die Tastsystemzyklen der TNC-Steuerung.
Durchgängiges Steuerungskonzept
Auch wenn die Steuerung der Anlage komplett über den Leitstand erfolgt, war für Trimatec die Frage nach der Maschinensteuerung in der Automatisierung schnell beantwortet. „Dass die beiden DMC-Maschinen mit TNC-Steuerungen ausgestattet werden, war von Anfang an gesetzt“, sagt Carlos Beja. „Wir haben an allen Maschinen – sowohl an den Fräs- als auch an den Drehmaschinen – Heidenhain-Steuerungen. Beim Fräsen gibt es vor allem in der 5-Achs-Simultanbearbeitung nichts Besseres. Und beim Drehen, das wir im Gegensatz zum Fräsen direkt an der Maschine programmieren, ist die Bedienung und Programmerstellung unvergleichlich anwenderfreundlich.“
Bei Fastems freute sich Projektleiter Johannes Louven über die problemlose Anbindung der Heidenhain-Steuerungen an den Leitrechner über die Schnittstelle Heidenhain DNC und an die Maschine über Profinet: „Für die Schnittstellen der Heidenhain-Steuerung gibt es sehr zuverlässige Beschreibungen. Außerdem gab es seitens Heidenhain eine sehr gute Unterstützung bei der Klärung von Detailfragen und applikationsspezifischen Anpassungen. So gab es keine Probleme, die Kommunikation mit der Heidenhain-DNC-Schnittstelle direkt in den Leitrechner mit unserer Fastems Fastwizard-Software zu integrieren.“
Dr. Johannes Heidenhain GmbH
www.heidenhain.de; Intec Halle 2 Stand B05







{kind=link}