

Die vollautomatische Anlage wurde so konzipiert, dass der Trennvorgang vierfach nebeneinander ausgeführt werden kann, um die Zykluszeit auf eine halbe Sekunde zu verkürzen. Dafür sind vier Roboter vom Typ Fanuc3SiA und zwei Roboter von Omron-Yamaha im Einsatz.
Die Aluprofile werden mit sechs Meter Länge in Langgut-Kartonagen angeliefert. Sie werden in Lagen zunächst nebeneinander und dann übereinander gestapelt. Dazu holt das 2-Achs-Portal mit seinen acht Flächensaugern jeweils eine komplette Lage mit bis zu 20 Aluleisten ab, um sie auf einem der vier Ablageplätze zu legen. Deren Transportachse schiebt die Leisten einzeln zur Profilbereitstellung.
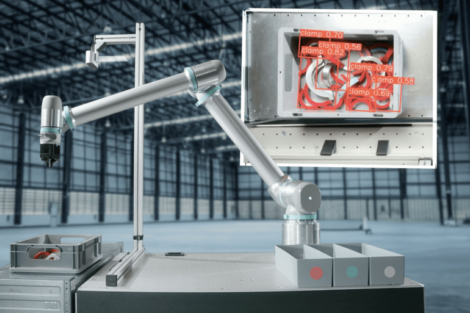
Die Vorschubachse greift nun das vorderste Rohr ab, um es zunächst zur Kontrollstation zu befördern. Farbsensoren prüfen die Leisten auf farbige Markierungen. Diese zeigen Fehlstellen an und signalisieren der Anlage, an welcher Stelle die Aluprofile getrennt werden müssen und welche Profilreste später aussortiert werden. Die Kamera überprüft die Qualität der Oberfläche und erkennt den Anfang der Aluleiste und den ersten Trennschlitz. Die Bildverarbeitung gibt die Werte an das Vorschub-Achssystem weiter.
Ein Linearvorschub zieht die Leisten immer im gleichen Abstand weiter nach vorne. Das Schneidmesser zerteilt die Aluleisten an den vorgestanzten Schlitzen in Einzelteile. Nach dem Trennhub legt der Fanuc-Deltaroboter die Fertigteile mithilfe seines Vakuumgreifers von oben in die Wechselschublade.
Ist die Wechselschublade mit 20 Fertigteilen gefüllt, fährt sie von der Be- in die Entladeposition. Hier übernehmen 4-Achs-Roboter von Yamaha das Handling. Die beiden Scara-Roboter, die für je zwei Produktionslinien zuständig sind, verfügen über eine Traglast von 20 Kilogramm und entnehmen der Wechselschublade jeweils eine komplette Ebene, die sie wiederum in ein bereitgestelltes Magazin einlegen. Insgesamt stapeln die beiden Scara-Roboter parallel jeweils 25 Ebenen übereinander. Ist ein Magazin mit 500 Teilen gefüllt, fährt es weiter zum Werker. Der entnimmt das Magazin und setzt im Gegenzug ein leeres ein.
Bedient wird die SPS-Steuerung über ein 19-Zoll-Touchpaneel. Mit ihm können jederzeit einzelne Parameter für Produktionsvarianten geändert werden. Die Entwicklungszeit der 128 Quadratmeter großen Anlage betrug sieben Monate.
Martin Mechanic Friedrich Martin GmbH & Co KG








{kind=link}