


Zur vollautomatischen Herstellung von Hybridbauteilen, bei denen Metalleinlegeteile mit Kunststoff umspritzt werden, bedarf es tiefgreifender Erfahrung, die weit über die Bauteilhandhabung hinausgeht“, betont EGS-Vertriebsleiter Heiko Röhrig. „Bis am Ende der Gesamtanlage geprüfte und markierte Hybridkunststoffteile in palettierten Kundenverpackungen herauskommen, muss ein anspruchsvoller Gesamtprozess automatisiert werden.“
Konkret ging es bei KE Elektronik um die Fertigung eines Hybridbauteils, das in der elektronischen Steuerung einer Automobil-Getriebeapplikation eingesetzt wird. Dabei wird ein Kontaktsatz aus acht Pins umspritzt. Dieser Kontaktsatz wird vom Coil abgewickelt, von einer Stanze gebogen, ausgestanzt und zur Abholung bereitgestellt.
Abgeholt werden die Stanzteile von einem Epson-Scara-Roboter LS6. Um die filigranen Teile wiederholgenau und prozesssicher zu entnehmen und weiterzuverarbeiten, ist der Roboter mit einem werkstückspezifischen Greifwerkzeug ausgerüstet.
Im Luftstrom reinigen
Da das Spritzgießwerkzeug vier Kavitäten besitzt, ist die Bereitstellung von vier Einlegeteilen im Kavitätenabstand erforderlich. Der Scara-Roboter hält dazu die Kontaktsätze nach dem Abholen aus dem Stanzwerkzeug zunächst in einen Reinigungsluftstrom, bevor er sie nacheinander auf eine 4-fach-Bereitstellungsstation setzt, wo sie im richtigen Kavitätenabstand bereitgestellt werden.
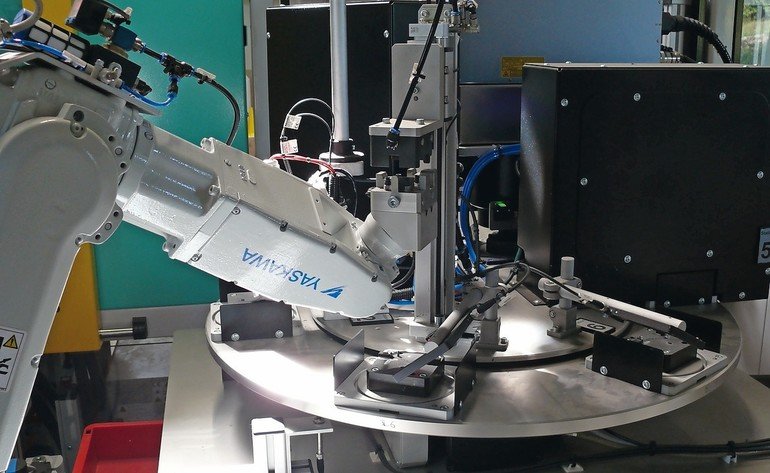
Dort holt sie der Hauptroboter ab, ein Yaskawa-MH24-Sechsachser. Dieser ist mit einem Doppel-4-fach-Greifwerkzeug ausgerüstet. Auf diesem sind auf jeder Seite vier Greifelemente – ebenfalls im Kavitätenabstand – angeordnet: ein Quartett für die Einlegeteile, das zweite für die Fertigteile. Ist der Spritzgießzyklus beendet, fährt der MH24 in das Werkzeug, entnimmt zunächst die vier Fertigteile, um danach die vier vorbereiteten Kontaktsätze einzulegen. Dabei wird der Greifer über Zentrierbolzen zentriert und so die erforderliche Einlegegenauigkeit sichergestellt.
Mit den gespritzten Teilen im Greifer fährt der Roboter aus dem Werkzeug und legt die Teile auf eine weitere Stanzeinheit ab, in der mit einem Hub die Verbindungsstege der vier Teile, die die Kontaktsätze vor dem Umspritzen auf Position gehalten haben, abgetrennt werden.
Die nachfolgenden Prozessschritte erfolgen für jedes Fertigteil einzeln, sodass dafür nur ein Viertel der Gesamtzykluszeit zur Verfügung steht. Daher werden die nachfolgenden Prozessschritte auf einem Rundtakttisch mit mehreren Stationen abgearbeitet. Von der Verbindungsstegstanze werden die Teile von einem kleinen Sechsachsroboter, einem Yaskawa MH5LSII mit 5kg Traglast und 895mm Reichweite, einzeln abgeholt und in eine Wendeeinheit eingesetzt, die sie gewendet in die erste Station des Rundtakttisches einlegt.
5 Stunden Autonomie
In der zweiten Station durchläuft das Teil eine kombinierte Isolations- und Durchgangsprüfung. In der dritten Station werden die Positionen und Ausrichtungen der Pins der Leiterbahnen geprüft. In der vierten Station erfolgt die Kennzeichnung der Bauteile mittels Laser. Der aufgebrachte DataMatrix-Code (DMC) enthält eine Seriennummer, aus der im internen MES (Manufacturing Execution System) Daten wie Spritzparameter, Stanzbandcharge, Materialcharge sowie die Ergebnisse der vorangegangenen Prüfungen ermittelt werden können. In der fünften Station wird der Datamatrix-Code mittels eines Kamerasystems gegengelesen, die Lesbarkeit klassifiziert und die korrekte Position des Codes auf dem Bauteil kontrolliert.
Aus der sechsten Station entnimmt ein weiterer kleiner Sechsachsroboter, ebenfalls ein Yaskawa MH5LSII, die fertigen Bauteile. Teile, die eine der Prüfungen nicht bestanden haben, werden in eine nio-Ablage gelegt, Gutteile werden nochmals mittels verwirbelter, ionisierter Luft gereinigt und danach in die Kundenverpackungen abgelegt. Dabei handelt es sich um stapelfähige Werkstückträger aus tiefgezogenem Kunststoff im Format 400 x 600mm.
Die Verpackungen mit den Fertigteilen werden in einem StandardPalletiersystem Sumo Ecoplex2 von EGS palettiert. Das System ist in der Variante mit Bändern ausgeführt, was einer Autonomie von fünf Werkstückträgerstapeln, mit jeweils 21 Werkstückträgern entspricht, von denen jeder 32 Teile fasst. Zeitlich bedeutet das fast fünf Stunden Autonomie.
EGS Automatisierungstechnik GmbH
Mehr zum Thema Cobot







{kind=link}