


Mit der Automatisierung von Kunststoffmaschinen ist das so eine Sache: Sie kostet Geld, das kalkulatorisch auf den Teilepreis aufgeschlagen werden muss. Auch der Markt um Spritzgussteile ist hart umkämpft – jeder Zehntel Cent zählt. Also müssen für eine Automatisierung andere Kriterien den Ausschlag geben.
Die Entscheidung hierfür ist bei der Hans Arnold Kunststofftechnik, Mühlhausen, längst gefallen, mittlerweile auch bei komplexen Aufgaben und Produktionsabschnitten. „Wir sind dabei, das Unternehmen fit für die Zukunft zu machen. Daher automatisieren wir nicht zuletzt aus eigenem Interesse“, sagt die Diplom-Wirtschaftsingenieurin Petra Arnold-Herpertz, die das Unternehmen zusammen mit ihrem Vater und Gründer Hans Arnold leitet.
Komplizierte Prozesse kann ein Roboter besser abdecken
Die Kriterien sind dabei gar nicht branchen- oder unternehmensspezifisch. Lohnkosten werden nicht geringer, Fachpersonal ist nicht beliebig verfügbar und die Qualitätsansprüche der Kunden nehmen zu. Erste Erfahrungen haben sich in der Erkenntnis manifestiert: „Wenn der Prozess steht, bekomme ich 100 % Qualität direkt aus der Maschine.“
Speziell bei Spritzprozessen mit Einlegeteilen geht für den erfahrenen Automatisierer an einem Robotereinsatz nichts vorbei, wie Produktionsleiter Kevin Lützkendorf sagt: „Das manuelle Einlegen ist nun einmal fehlerbehaftet und komplizierte Prozesse kann ich mit einem Roboter besser abdecken.“ Zudem werde bei manuellen Einlegearbeiten Personal in drei Schichten gebunden. Inzwischen geht man bei Hans Arnold sogar so weit, dass man bei einer Kundenanfrage aus Qualitätsgründen auf einer Automation besteht.
Zelle wurde in Eigenregie geplant
Bei der Produktion des Handgriffes für einen Winkelschleifer von Bosch hat die automatisierte Zukunft bei der Hans Arnold Kunststofftechnik bereits begonnen. Das Besondere: Die Zelle wurde in Eigenregie geplant und realisiert, zum einen aus Kostengründen, zum anderen weil man sich eine schnelle Umsetzung vom Eigenbau versprach. Um es kurz zu machen: Beide Ziele wurden erreicht.
Anhaltspunkte bot die Fertigung des Vorgänger-Handgriffes. Das Werkzeug war in die Jahre gekommen, das Design des Handgriffes sollte erneuert werden. Gemeinsam mit dem Kunden Bosch hat Hans Arnold Kunststofftechnik dann den neuen Handgriff und seine Fertigung umgesetzt. Damit der Handgriff gut in der Hand liegt, hat er eine stark strukturierte Oberfläche, was wiederum eine Herausforderung für den Werkzeugbauer war.
Kevin Lützkendorf: „Wir haben einen eigenen, langjährig erfahrenen Werkzeugbau. Für den Bosch-Handgriff hat uns der Werkzeugbau Foboha aus Haslach unterstützt.“ Der hatte schon das Werkzeug für eine ältere 2K-Variante des Griffes gebaut. „Deshalb wollten wir bei der bekannten Qualität bleiben.“
Mit Vierfach-Werkzeug werden jeweils vier Handgriffe gespritzt
Gespritzt werden in einem Vierfach-Werkzeug jeweils vier Handgriffe, die innen hohl und an der Anschraubseite geschlossen sind. Ein Roboter entnimmt die Kunststoffgriffe bei einer Entformtemperatur von 80 bis 90°C und setzt sie in Hülsen der Einpressstation ab. Dann positioniert der Roboter jeweils eine Schraube in dem hohlen Handgriff, die dann nach unten durch den noch weichen Kunststoff gepresst wird, so dass auf der Anschraubseite exakt 12 mm des Gewindes herausragen. Alle vier Schrauben werden gleichzeitig verpresst. Anschließend werden die fertigen Handgriffe zwei Prüfvorgängen unterzogen, danach abgelegt.
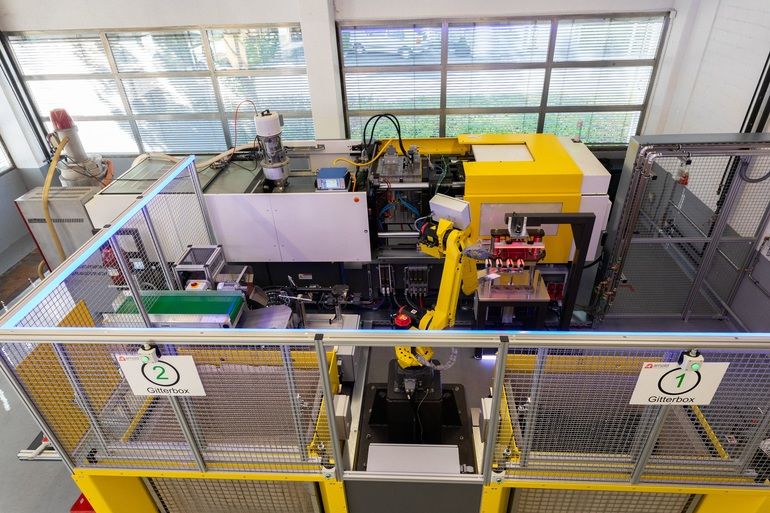
Der Aufbau der Zelle ist schnell beschrieben: die vollelektrische Spritzgussmaschine Roboshot a-S 150iA und ein M-20iA Roboter von Fanuc, Zuführtechnik von Grimm mit Vereinzelungstechnik für Schrauben, Visionsystem von Fanuc mit Sony-Kamera eingehaust von einem Schutzzaun. „Wir haben nicht auf einen vorhandenen Baukasten geschaut, sondern uns auf die Anlage konzentriert“, so Lützkendorf. „Die Anlage war im ersten Anlauf fertig. Eine Korrekturschleife gab es nicht.“
Anlagenaufbau mit Roboguide vorab simuliert
Dabei nahm das Projektteam auch die Fanuc Roboguide Software in Anspruch, mit der sich der Anlagenaufbau vorab simulieren lässt. Da die Konstruktion komplett im eigenen Haus erledigt wurde, lagen sämtliche 3D-Daten vor, was die offline-Programmierung und Simulation der Zelle natürlich erleichterte. So konnte man sämtliche Daten für die Entnahmezyklen und das Verpressen 1:1 in die Programmierung übernehmen. Damit waren die Eckpunkte gesetzt, die Grundstellungs- und Referenzmarken mit Roboguide ausgelegt – und fertig. Lediglich für den eigentlichen Entnahmeprozess wurde die Feineinstellung an der Maschine vorgenommen.
Alle Prozesse über die Robotersteuerung gesteuert
Alle Prozesse werden über die Robotersteuerung initiiert und gesteuert. Bewusst wurde die Anlage ohne SPS gebaut. Beim Einschalten macht der Roboter eine Referenzfahrt, alles wird in den Ausgangszustand versetzt und die Anlage kann von der Spritzgussmaschine aus gestartet werden. „Über die I/O Link-Schnittstelle haben wir eine perfekte Verbindung zwischen Roboter und Roboshot“, sagt der Produktionsleiter – eingeschlossen die Peripherie wie die Ansteuerung pneumatischer Ventile, die Schraubenzuführung oder die Pressvorrichtung. „Das ist alles bedienerfreundlich gehalten und auch deshalb einfach, weil die zentralen Komponenten von Fanuc aus einer Hand kommen.“ Tatsächlich wird die Anlage über einen einzigen Knopf bedient.
Nachträglich wurde eine Prozessvisualisierung installiert. Da die Zelle in einer „mannlosen“ Halle steht, sollte man von der bestehenden Produktionshalle aus immer einen Blick auf den Zustand der Zelle werfen können. Was ursprünglich als Tool zur Anzeige von Produktionsdaten für die Geschäftsleitung gedacht war, hat sich in der Praxis zu einer wirklichen Unterstützung der Mitarbeiter entwickelt. Denn ein Blick auf den Zustandsmonitor erspart einerseits unnötige Laufwege in die nebenliegende Halle, signalisiert andererseits sofort, ob ein helfender Handgriff erforderlich ist.
Qualitätssicherung in die Zelle integriert
Zur Qualitätssicherung sind übliche Systeme und Mechanismen in die Zelle integriert. Im Prozess selbst überwacht eine Sensorik, ob die Schrauben nach dem Pressvorgang korrekt sitzen und die erforderlichen 12 mm Gewinde aus dem Kunststoffgriff herausschauen. Zusätzlich wird eine 100%ige Sichtprüfung der Griffe mit einem Vision System von Fanuc durchgeführt. Dann legt der Roboter die jeweils vier Griffe gleichmäßig in der Gitterbox ab.
Der Roboter taktet in Schritten von wenigen Millimetern nach oben, so dass die Teile maximal 10 mm hoch fallen. Beschädigungen der Polyamid-Griffe sind dabei so gut wie ausgeschlossen. Zu Beginn des Produktionsprozesses ertastet der Roboter den Boden und schichtet dann 135 Lagen an fünf Ablagepositionen nach oben. Die Gitterbox fasst insgesamt 2.600 Bauteile – die Produktionsmenge einer Schicht.
Die Zelle läuft autark: von Montagfrüh bis Samstagfrüh
Die Zelle läuft von Montagfrüh bis Samstagfrüh, je nach Auftragslage auch eine Schicht länger. Alle drei, vier Stunden müssen Schrauben nachgefüllt werden. Ansonsten läuft die Zelle autark. „Tuningmaßnahmen“ stehen nach Einschätzung von Kevin Lützkendorf nicht zur Debatte: „ Natürlich haben wir im Prozess noch ein bisschen Luft. Aber ich muss ja nicht mehr Teile produzieren als ich brauche.“ Ihm ist eher daran gelegen, die Maschine gleichmäßig auszulasten: „Lieber ein planbarer, konstanter Prozess als kürzeste Zykluszeiten, welche die Prozesssicherheit gefährden könnten. Das bringt am Ende nichts.“
Im Einsatz ist eine Roboshot S-150i in einer aufgelasteten Version mit 180 Tonnen Schließkraft und größerer Werkzeugöffnung. Daniel Armbruster, Kunststoffexperte bei Fanuc: „Hier haben wir zwei interessante Alternativen. Die 150 t-Variante ist ideal für Dauerläufer mit hohen Stückzahlen und kurzen Zykluszeiten. Die 180 t-Version bietet mehr Flexibilität, sofern die Zykluszeit nicht erstes Auswahlkriterium ist.“
Die Entformung erfolgt mit einem Index-Werkzeug. Die Teile fallen also beim Auswerfen nicht herunter, sondern werden vom Roboter entnommen. Daher ist die Auffahrweite der Maschine wichtig, um gut mit dem Vierfach-Greifer ins Werkzeug zu kommen.
Roboshot Spritzgussmaschinen füllen knapp die Hälfte des Maschinenparks
Vollelektrische Roboshot Spritzgussmaschinen setzt man bei der Hans Arnold Kunststofftechnik schon seit über einem Jahrzehnt ein und sie füllen mittlerweile knapp die Hälfte des Maschinenparks. Petra Arnold-Herpertz, zusammen mit ihrem Vater Geschäftsführerin des Unternehmens, verfolgt eine konsequente Strategie: „Für uns ist wichtig, auch in der technischen Ausstattung neue Wege zu gehen und unseren Kunden Leistungsfähigkeit und Leistungsbereitschaft zu signalisieren.“ Für die Roboshot spreche in erster Linie ihre Präzision und die Energieeffizienz. „Beide Kriterien sind wichtig.“
Für Produktionsleiter Kevin Lützkendorf ist darüber hinaus auch Wartung und Service ein Thema: „Kürzlich haben wir unsere älteste Roboshot, eine 2007 angeschaffte 50 t-Maschine, gewartet. Da war nichts, gar nichts. Die Maschine ist immer noch in tadellosem Zustand, eigentlich unverändert. Hätte ich nicht auf eine vorbeugende Wartung bestanden, würde die Maschine wahrscheinlich noch zehn Jahre ohne Probleme weiterlaufen.“ War wirklich gar nichts? Ein bisschen Fett habe sich angesammelt und man habe einen Lüfter getauscht – vorsichtshalber. Ansonsten: wartungsarm und servicefreundlich, kein Vergleich zu hydraulischen Maschinen.
Das nächste Projekt ist schon in der konstruktiven Phase
Solche Erfahrungen beflügeln, auch mit Blick auf die Zusammenarbeit: „Bei Beratung, Support und Service glänzt Fanuc“, lobt Lützkendorf seinen Lieferanten. Daniel Armbruster, sein Ansprechpartner bei Fanuc, gibt zurück: „Bei unserem Applikationssupport lassen wir uns auch ganz auf den Kunden ein, wobei wir bei Arnold auch Gesprächspartner mit präzisen Vorstellungen und Blick fürs Ganze hatten.“
Das nächste Projekt ist schon in der konstruktiven Phase. Lützkendorf: „Auch bei dem neuen Projekt werden wir wieder alles selbst machen. Das hat den Vorteil, dass wir keine Reibungsverluste in der Abstimmung der einzelnen Bereiche haben.“ Gemeinsam mit dem Kunden habe man sich für eine Automation entschieden.
Auch Projekte außer Haus denkbar
Noch ist der Betriebsmittelbau bei Hans Arnold für ein solches Projekt zuständig und die Aktivitäten auf die eigene Produktion fokussiert. Petra Arnold-Herpertz kann sich durchaus mit dem Gedanken anfreunden, mit einer „Hans Arnold Systemtechnik“ auch außer Haus Projekte zu realisieren: „Wir glauben, dass wir automatisierte Zellen in der jetzigen Konstellation so günstig anbieten können, dass es auch für andere Kunststofffertiger interessant ist, die eine Automation mit schmalerem Budget umsetzen wollen.“
Lützkendorf: „Wir reden ja nicht von Anlagen mit 20 Robotern. Wir reden hier von einem Gesamtpaket von der Idee bis zum fallenden Kunststoffteil.“ Aber bis es so weit ist, „üben wir noch ein bisschen“, lacht die Chefin.
Fanuc Deutschland GmbH








{kind=link}