

Für das Prüfen von Tellerfedern sucht der Kunde eine Anlage, die die Bauteile als Schüttgut in hoher Taktzahl von einer Stanzmaschine aufnimmt, ihre Kennwerte prüft, die Gut- von den Schlechtteilen trennt und der weiteren Verarbeitung in hoher Geschwindigkeit zuführt. Dafür erhielt der Kunde von den Schwarzwäldern alles aus einer Hand.
In der Produktionslinie werden die Tellerfedern in hoher Taktzahl aus Blechen gestanzt und dann sortenrein der Anlage zugeführt und dort über einenWendeltopfförderer vereinzelt. „Für das Pick-&-Place haben wir einen Vakuumgreifer installiert, der die Feder schonend von der Vereinzelung aufnimmt“, erklärt Frank Neugart, Produktmanager Servopressen.
Der Greifer legt die Feder auf die weiterführende Fördertechnik, eine Lineareinheit mit Direktantrieb der Baureihe Euroline 120 mit vier unabhängigen Schlitten. Sie transportiert die Tellerfedern positionier- und wiederholgenau zu den nächsten Stationen. Da auf der Euroline 120 mehrere Schlitten unabhängig voneinander verfahren werden können, können mehrere Federn gleichzeitig zu- und abgeführt werden.
Mit der Servopresse messen
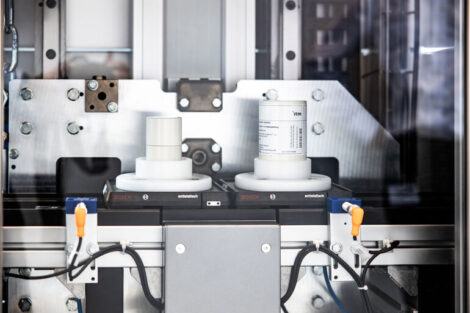
Da die Federn nach dem Stanzen oft verformt sind, werden diese zunächst von der ersten Servopresse der Baureihe Aipress in eine definierte Form gebracht. Nach dem Vorsetzen schiebt der zweite Schlitten zwei Bauteile im Doppeltakt zu zwei weiteren Servopressen der gleichen Baureihe. „Diese Prüfpressen leiten eine definierte Messlast zwischen 16 und 32 Newton und messen anschließend die Höhe“, erklärt Neugart. Im nächsten Schritt entlasten die Systeme die Feder. In der Kraftmesseinheit erfolgt eine Umschaltung zur Messung der Prüfkraft (200 bis 7.000 Newton) in Abhängigkeit der zuvor gemessenen Höhe.
Um den Vorgang zu überwachen und grafisch darzustellen, hat IEF-Werner die Servopressen Baureihe mit dem Kraft-Weg-Monitor Aiq-Control ausgestattet. Dieser beinhaltet verschiedene Funktionen wie Hüllkurven und Kraft-Weg-Barrieren. Als Steuerung für die Anlage dient ein Industrie-PC von Beckhoff. Dieser kommuniziert unter anderem via OPC-UA mit der übergeordneten Steuerung und überträgt die Messwerte an ein QS-System.
Bei Schlechtteilen unterscheidet die Maschine, ob es sich um Ausschuss handelt oder um Federn, die sich nacharbeiten lassen. Sind die Messwerte korrekt, werden sie mit dem Flachband Minitrans zur weiteren Verarbeitung transportiert. „Bis auf wenige Komponenten stammt alles aus unserem Haus – sogar sämtliche Motor- und Geberkabel“, berichtet Neugart stolz. „Der Kunde bekommt von uns nicht nur eine Servopresse, sondern den kompletten Prozess.“ IEF-Werner hat zudem das Kundenpersonal geschult und kommt laut Wartungsvertrag zwei Mal im Jahr, um die Anlage zu reinigen und zu überprüfen und gegebenenfalls zu kalibrieren. Heute läuft die Maschine im Drei-Schicht-Betrieb an sieben Tagen in der Woche.
IEF-Werner GmbH
Wendelhofstr. 6
78120 Furtwangen







{kind=link}