



Drei der Roboter-Spritzguss-Anlagen befinden sich im Heimatwerk in Schonach, zwei weitere im Zweigwerk im kanadischen Barrie. Auf den Anlagen werden Gehäuse für mechatronische Aktuatoren hergestellt, die derzeit in Abgassystemen bei Fahrzeugen mit Verbrennungsmotor sowie Hybridantrieben eingesetzt werden. Die Bauteile werden in 12 Varianten gefertigt.
Entwickelt und realisiert wurden die Turnkey-Spritzgussautomation von EGS Automation aus Donaueschingen. EGS ist seit 1996 im Bereich der industriellen Automation aktiv und setzt dazu seit 1999 Industrieroboter ein. Die Kunden profitieren dabei von der Erfahrung aus mehr als 2000 installierten Robotern, weswegen sich EGS selbst gerne als „robotiv“ bezeichnet.
Spritzguss vollständig durchautomatisiert
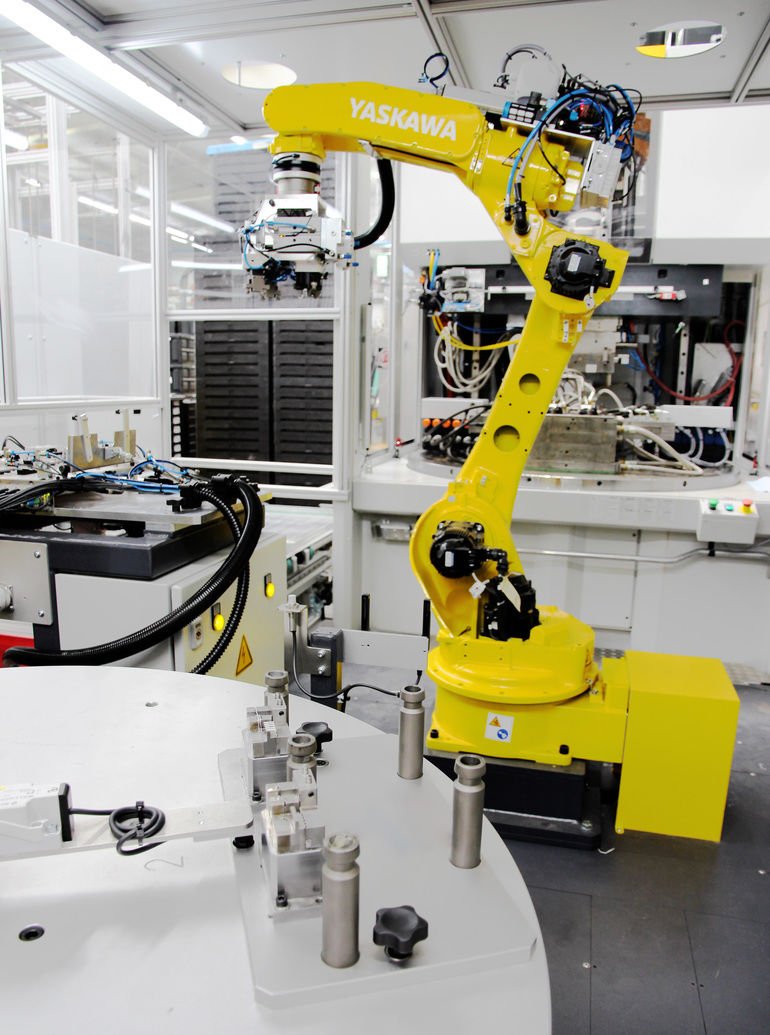
Der Fertigungsprozess für die Kunststoffhybridbauteile ist vollständig durchautomatisiert – von der Bereitstellung der Einlegekontakte als Stanzband auf einem Coil bis zur Verpackung der geprüften Fertigprodukte in Mehrwegverpackungen. In jeder Anlage sind drei Roboter von Yaskawa verbaut. Zwei kleine Sechsachs-Roboter (7 kg Tragkraft; gut 900 mm Reichweite) kümmern sich um die präzise Kontaktbereitstellung, ein größerer Yaskawa-Roboter (25 kg; über 1700 mm) entnimmt die Fertigteile aus dem Spritzgusswerkzeug, legt die Kontakte ein und übernimmt das nachfolgende Handling in eine Prüfeinrichtung und die abschließende Verpackung.
„Da es über den Zeitraum von der Lieferung der ersten Anlage bis zur fünften Anlage bei Yaskawa einen Generationswechsel von der MH-Baureihe zur GP-Serie gab, sind unterschiedliche Typen in den Anlagen im Einsatz“, berichtet Heiko Röhrig, Leiter Vertrieb und Marketing der EGS Automation. „Die bewährte Durchgängigkeit und Abwärtskompatibilität der Yaskawa-Roboter ermöglichte eine problemlose Integration der neuen Generation in das bestehende Anlagenkonzept.“
Rundtakttisch spart Zeit
Der automatisierte Fertigungsablauf beginnt mit der Abwicklung der Stanzbänder vom Coil mit Ausrichtung und Zuführung in das Stanz-Biege-Werkzeug. Hier werden die Kontakte getrennt, gebogen und von den ersten beiden Robotern entnommen und auf einem Rundtakttisch nacheinander auf zwei Stationen bereitgestellt. Dabei erfolgt auch eine sensorische Prüfung, ob die Kontakte entnommen wurden und vorhanden sind.
In der nächsten Station des Rundtakttisches werden dem größeren Yaskawa-Roboter die einzulegenden Kontakte lagerichtig in der Orientierung des Spritzgießwerkzeuges bereitgestellt. Er entnimmt mit seinem Multifunktionsgreifwerkzeug die Einlegeteile, prüft die Vollständigkeit und fährt zur Spritzgussmaschine, einer Engel-Vertikalmaschine mit 160 Tonnen Schließkraft.
Diese Rundtischmaschinen ermöglichen die Entnahme der Fertigteile aus dem Werkzeug und die Neubestückung mit Einlegeteilen, während parallel im zweiten baugleichen Werkzeug der Spritzgießvorgang abläuft. „Das eliminiert den Hauptzeitanteil für das Be- und Entladen durch den Roboter aus dem Herstellzyklus nahezu komplett“, sagt Heiko Röhrg. Lediglich die Tischdrehdauer wirke sich noch minimal aus.
Schneller Greiferwechsel
„Alle Roboter sind mit Greifer-Wechselsystemen ausgerüstet, die eine schnelle und einfache Umrüstung auf andere Bauteilvarianten erlauben. Aufgrund der Kompatibilität können alle Greifwerkzeuge in allen fünf Anlagen eingesetzt werden“, so Heiko Röhrig. Die Wechselgreifwerkzeuge werden über RFID-Codierungen erkannt und die Anlage prüft vollautomatisch nach dem Rüstvorgang, ob die gerüsteten Greifwerkzeuge zur vorgewählten Variante passen.
Die Spritzgießwerkzeuge ebenso wie Stanz-Biege-Werkzeuge werden innerhalb der Burger Group in den Schwesterunternehmen SBSFeintechnik und KBS-Stanztechnik entwickelt und hergestellt. Die fertig gespritzten Bauteile werden, je nach Variante, 1-fach oder 2-fach aus dem Werkzeug entnommen. Das Robotergreifwerkzeug hat neben den Funktionseinheiten zur Handhabung der Einlegekontakte und zum Handling der fertigen Gehäuse noch eine spezielle Positionierfunktion beim Einlegen in die Spritzform.
Um die erforderliche hohe Genauigkeit zu gewährleisten, hat EGS Automation eine spezielle Andock-Positionierfunktion mit schwimmender Lagerung realisiert, die die Einlegegenauigkeit prozesssicher gewährleistet. Nach der Entnahme der Fertigteile werden diese in einer elektrischen Prüfstation geprüft. Die Prüfstation wird zyklisch automatisch vom Roboter mit Referenz-Fehlerteilen bestückt, um deren Funktion sicherzustellen.
Dabei wird mit einer Durchgangsprüfung sichergestellt, dass zum einen zwischen den Pins, die elektrisch kontaktieren müssen, eine Verbindung besteht. Zum anderen wird mittels einer Durchschlagsprüfung verifiziert, dass im Spritzgießprozess nicht versehentlich Leiterbahnen innerhalb des Kunststoffs Kontakt bekommen haben, die eigentlich galvanisch getrennt sein müssen.
Fehlerhafte Teile werden über entsprechende Ausgaberutschen ausgeschleust. Ebenso werden Anfahrteile nach Neustart der Anlage über diese Rutschen ausgegeben. Auf Anforderung können darüber hinaus QSTeile, getrennt nach Werkzeugkavität, über eine spezielle Ausgabe zur Verfügung gestellt werden, wodurch der Prozess kontinuierlich überwacht werden kann.
Kompakte transportierbare Zelle
Abschließend werden die fertigen Bauteile in die Kundenverpackungen verpackt. Die Mehrwegtrays im Format 800×600 mm werden über ein Palettiersystem mit Traystapler vom Stapel leer bereitgestellt und danach gefüllt gestapelt.
Die gesamte Automationseinheit ist als kompakte Zelle auf einem Grundrahmen mit Schutzumhausung und Dach aufgebaut. Heiko Röhrig: „Beim Engineering haben wir darauf geachtet, dass die Anlagen sowohl in See-Containern als auch auf einem LKW komplett montiert transportiert werden können. Die Inbetriebnahme in der Fertigung an der Spritzgießmaschine dadurch signifikant verkürzt.“
In den Einheiten finden alle Elektroschaltschränke sowie die Robotersteuerungen Platz, so dass die Medienversorgung und Einspeisung zentral für die gesamte Anlage an einer Stelle erfolgen kann. Die Bedienung und Ansteuerung der Roboter und Einzelkomponenten erfolgt über eine zentrale SPS-Steuerung mit großem Bedienpanel, das als HMI dient und eine komfortable Eingabe und Statusüberwachung erlaubt. Die Bedienoberfläche wurde von EGS Automation nach Kundenwunsch anlagenspezifisch programmiert.
EGS Automation GmbH
Mehr zum Thema Robotik








{kind=link}