Mitte der 1970er Jahre hat der Architekt Walter Blasius für sein Wohnhaus den ersten Hase-Ofen gebaut, weil er keinen Kaminofen gefunden hat, der seinen Vorstellungen entsprach. Dieser kam so gut an, dass er die Hase Kaminofenbau gründete. Heute wird das Unternehmen in zweiter Generation familiengeführt und investiert viel in moderne Technik und verbesserte Produktionsabläufe. Je nach saisonaler Auslastung arbeiten bis zu 180 Mitarbeiter. Pro Jahr entstehen zwischen 12 000 und 14 000 Kaminöfen in 25 verschiedene Varianten.
Eine wichtige Rolle spielt die Schleiftechnik. „Wir haben einen sehr hohen Anspruch an die Oberflächenqualität und das Design. Kanten müssen beispielsweise perfekt verrundet sein“, beschreibt Produktionsentwickler Elmar Willems. Auch der Schliff des Beschichtungslacks muss der Schliff perfekt sein. Allerdings findet Hase kein Personal, das bereit ist, acht Stunden am Tag zu schleifen. „Diese Arbeit ist ebenso anspruchsvoll wie aufwendig“, weiß Willems. Also suchten die Ofenhersteller eine Alternative in der Welt der automatisierten Schleiftechnik.
Aktiver Kontaktflansch
Als ersten Ansatzpunkt entdeckten die Hase-Experten auf einer Fachmesse den aktiven Kontaktflansch von Ferrobotics. „Das könnte funktionieren“, dachte sich Willems und nahm Kontakt auf. Es galt, zunächst eine Ofentür aus Stahl zu schleifen, in Top-Qualität und mit hundertprozentiger Prozesssicherheit. Zusammen mit dem Partner SHL, Spezialist fürs Roboterschleifen, entstand im Entwicklungszentrum in Böttingen eine Anlage, deren Testergebnisse die Ofenbauer aus Trier auf ganzer Linie überzeugte.
Zum Einsatz kommt der Active Orbital Kit von Ferrobotics. „Dieser aktive Schleifkopf gleicht Toleranzen aus und arbeitet immer mit der richtigen Kontaktkraft auf der Oberfläche“, beschreibt Key Account Manager Harald Gschnaidtner. „Um eine perfekte Oberfläche zu schaffen, müssen Toleranzen im Millimeter-Bereich ausgeglichen werden. Dafür ist ein funktionierender Regelkreis erforderlich, und die Active Compliant Technology ACT von Ferrobotics erledigt das problemlos“, so Thomas Magnussen, Head of Sales & Marketing bei SHL.
Hochleistungsschleifbänder
Dritter Partner an Bord ist der Schleifmittelhersteller 3M Deutschland. In der Anlage in Trier kommen Schleifbänder vom Typ Cubitron II zum Einsatz. Bestückt sind diese sind mit keramischen Schleifkörnern in definierter geometrischer Form. Die Spitzen der Dreiecke brechen beim Schleifen und es entstehen neue, scharfe Geometrien entlang der vorgegebenen Spankanten. Die Oberfläche des Materials wird durch diese Spitzen sauber bearbeitet.
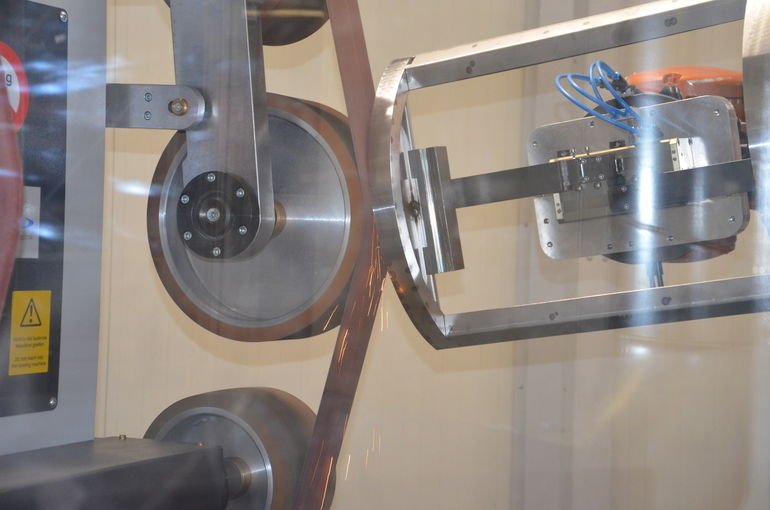
Nachdem ein Mitarbeiter die an die Anlage gelieferten geschweißten Ofentüren eingelegt hat, greift ein Roboter das Bauteil und führt es an die SHL-Doppelfreiband- und Kontaktrollen-Schleifmaschine vom Typ DKS. „Dort wird zunächst die Grundbearbeitung erledigt. Im anschließenden Exzenterschliff werden die Strukturen gebrochen, um ein homogenes Schliffbild zu erhalten“, beschreibt Projektleiter Markus Merkel. Der Roboter bewegt die Tür daraufhin an die Einheit von Ferrobotics, an der das Finish erfolgt. Danach wird die Tür definiert abgelegt.
„Die Anlage läuft zu unserer vollsten Zufriedenheit, und wir erreichen die erforderliche Top-Oberfläche zuverlässig“, fasst Willems zusammen. Die Entscheidung für die SHL-Anlage war für Hase daher ein erster Schritt, Schleifprozesse zu automatisieren. Willems denkt bereits weiter: „Wir möchten künftig alle Außenverkleidungen auf dieser Anlage bearbeiten.“
SHL AG
Spaichinger Weg 14
78583 Böttingen









{kind=link}