

In der Karl-Storz-Niederlassung in Widnau in der Schweiz entstehen optische Bauteile für Endoskope, die den Blick ins Körperinnere ermöglichen und darum äußerst dicht und reinigbar sein müssen. „Wir hatten dafür eine Schweißmaschine im Einsatz, die in die Jahre gekommen war und leider nicht mehr sehr zuverlässig gearbeitet hat“, berichtet Standortleiterin Sarah Mühleck. Also machte Sie sich Ende 2020 auf die Suche nach einer effizienten neuen Lösung.
Schritt eins: Schweißsystem finden
Gesucht war ein Schweißsystem; das eine Edelstahlhülse mit dem in einen Edelstahlring gefassten Deckglas verbindet, beides Teile der Okularmuschel des Endoskops. Mitarbeiter legten die Bauteile in das Schweißsystem ein und entnahmen diese nach dem Schweißvorgang wieder. „Solche monotonen, sich wiederholenden, belastenden Aufgaben nehmen wir unseren Mitarbeitenden sukzessive ab“, merkt Sarah Mühleck an.
Schritt zwei: Integrator finden
Das Team in Widnau suchte daher gezielt nach einer entsprechenden Automatisierungslösung – für den eigentlichen Schweißvorgang stand das favorisierte System bereits fest: ein 3D-Laserschweißsystem Trulaser Station 7000 von Trumpf. Von Trumpf kam auch die Empfehlung für die Automatisierung. Der Laserspezialist empfahl wbt Automation aus Gosheim. Der wbt-Geschäftsführer Joachim Burkert war schnell angetan von der Idee, die Okularmuschel-Produktion teilweise zu automatisieren. „Der Name wbt steht ja auch für ,Wir bewegen Teile`, da waren wir gerne dabei“, sagt er rückblickend. „Auch, wenn die Anforderungen hoch waren.“
Schritt drei: Technik-Details klären
Joachim Burkert präzisiert: „Wir mussten auf engstem Raum, mit einem kleinen Roboter in kompakter Zelle, sehr viele Werkstücke unterbringen, diese im Schweißgerät genau positionieren und ablegen. Zudem mussten wir miteinander abstimmen, wie genau der Roboter die Teile transportiert, da wir mit jeder Bewegung zwei Werkstücke greifen und diese fügen wollten.“
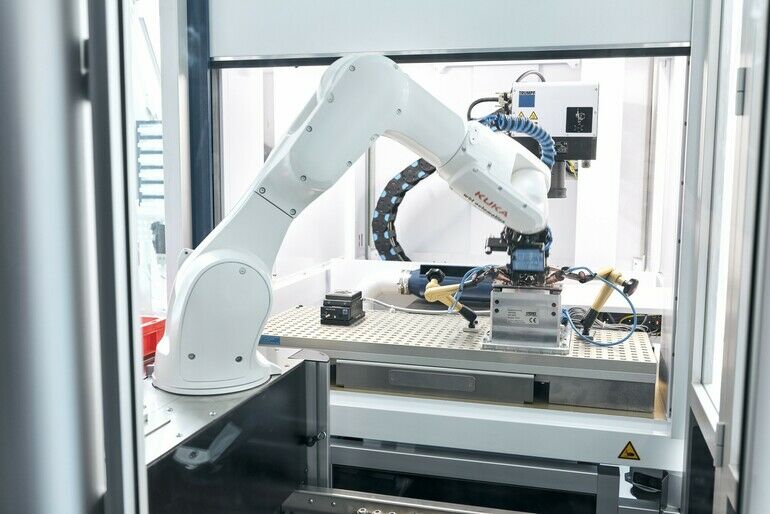
Für rund 98 Prozent der Automatisierungsprojekte greift wbt Automation auf Kuka Roboter zurück, berichtet Burkert. „Die hierfür nötige Genauigkeit erforderte aber einen exakt vermessenen Roboter, keinen von der Stange. Wir wählten einen KR Agilus vom Typ KR10 R1100, der bei Kuka extra noch mal ins Trainingslager geschickt wurde, bevor er zu uns kam.“ Nun kann der Agilus unter anderem mit seiner Lasersensorik die Position der Bauteile überprüfen und neben dem Vierfachgreifer auch einen kleinen Vakuumsaugbalg nutzen, um jedes Deckglas exakt zu positionieren.
Schritt vier: Technologien verheiraten
Die Roboterzelle ist an die Trulaser Station 7000 angedockt, kann aber flexibel entfernt werden. Ihr Werkstückspeicher enthält vier Schubladen, die bis zu 960 Werkstücke aufnehmen können. Hier bedient sich der KR Agilus, um die Bauteile in die Laserstation zu transportieren – je Schweißvorgang zwei Hülsen und die exakt darauf platzierten Deckgläser. Die fertig geschweißten Okularmuscheln werden ebenfalls wieder im Werkstückspeicher abgelegt.
„Wir haben die bewährte Kuka Steuerung und das bekannte Bedienpanel mit Komponenten aus unserem Unternehmen verheiratet“, erläutert Joachim Burkert. Der Roboter wurde auf eine eigens für ihn entwickelte Zelle, die MRC flextray, montiert. Via Profibus haben wir eine sichere Verbindung mit unserer Siemenssteuerung hergestellt, was uns die problemlose Kommunikation mit dem Trumpf-System ermöglicht.“
Schritt fünf: Skeptiker überzeugen
Wolfgang Karl, Laser-Spezialist und seit vierzig Jahren bei Karl Storz, war anfangs skeptisch: „Ich hatte natürlich Fragen. Wie greift der Roboter die Teile? Wie sicher ist das? Was, wenn der Greifer durch einen Fehler mal nur ein Teil einsetzt, aber zwei mit nach draußen transportieren soll? Und wie kriegen wir das 100-prozentig hin, dass es keine Probleme gibt?“
Als Antwort lieferte wbt Automation „im Vorfeld eine komplette Simulation, die wir mit der Simulationssoftware Kuka.Sim gefahren haben“, wie Joachim Burkert erläutet. Mithilfe des digitalen Zwillings konnte der Integrator „das ganze Produkt schon zeigen, bevor die Hardware dastand“, so Burkert. „Das hat meine Zweifel ausgeräumt“, betont Wolfgang Karl.
Schritt sechs: Im Alltag bestehen
Zuletzt mussten nur noch die Mitarbeiter überzeugt werden, die nun zwar keine Schweißmaschine mehr be- und entladen mussten, dafür aber unter anderem die Schubladen füllen, den Roboter bedienen und die Qualitätskontrolle übernehmen. Sarah Mühleck: „Gekündigt wurde niemand, vielmehr konnten wir mit der Automatisierung einen Renteneintritt kompensieren. Aber manche Mitarbeiter hatten Zweifel, ob sie der neuen Technik gewachsen sind.“
Der Integrator wbt schulte Karl Storz-Mitarbeiter sowohl in Tuttlingen als auch in Widnau und nahm ihnen so die Unsicherheit. Sarah Mühlecks Bilanz nach etwas über einem halben Jahr: „Jeder Mitarbeiter kann den Roboter bedienen und diese Station ist in unserem rotierenden System sogar besonders beliebt.“
Fazit: zukunftsträchtige Automation
Sechs Monate nach dem ersten Treffen aller Akteure, nahmen die Trulaser Station 7000 mit KR Agilus Roboterzelle den Dienst in Widnau auf. Mit messbarem Erfolg: Für das Be- und Entladen, das in händischer Arbeit durchschnittlich zehn Sekunden dauert, benötigt der Roboter zwei Sekunden. Doch am wichtigsten ist laut Sarah Mühleck: „Die Qualität stimmt. Die Schweißnähte sind sehr, sehr gut. Und das System ist zuverlässig, nichts fällt heraus.“
Für Joachim Burkert macht der Umstand, dass Laserschweißsystem und Roboter jederzeit schnell voneinander zu trennen sind, die Lösung besonders zukunftsträchtig. „Hat Karl Storz in fünf Jahren eine andere Aufgabe für den Roboter, können die Mitarbeiter die Zelle in weniger als einer Minute abdocken und dem KR Agilus die neue Aufgabe zuteilen. Oder man teilt einem KR Agilus zwei verschiedene Laser zu: Tagsüber arbeitet er an Laser eins, nachts an Laser zwei.“
Kuka Deutschland GmbH
Mehr zum Thema Robotik

Hier finden Sie mehr über:








{kind=link}